WHITE PAPER
SHARP™ TECHNOLOGY FOR LiB WASTE
Streamlined Hydrometallurgical Advanced Recycling Process
Dr. Ghazaleh Nazari
Senior Director of Technology
Executive Summary
Coherent has developed and validated a streamlined hydrometallurgical advanced recycling process (SHARP) technology to efficiently recover critical metals from black mass collected from lithium-ion batteries (LiBs) and produce high-value battery materials. This technology has been successfully scaled up. The impacts are as follows:
#1. Quality: feedstock flexibility; >95% recovery of critical metals and production of cathode precursor and cathode materials suitable for LiB production.
#2. Environmental: 60%, 70%, and 60% lower energy use, water consumption and total emissions versus common hydrometallurgical processes, respectively. Zero liquid discharge; no toxic solid, gas, or liquid waste generation; and generation of valuable byproduct.
#3. Cost: This streamlined process allows for at least 50% lower capital cost and 50% lower reagent and processing cost versus common hydrometallurgical processes.

In most hydrometallurgical processes, separation of critical metals entails complex and sensitive solvent extraction process steps. Many pieces of equipment and a large footprint are required, resulting in high capital expense. In the SHARP technology, several metal separation steps are bypassed. Cathode precursor and cathode materials are directly produced from battery waste without the need for critical metals separation and purification. This technology has been scaled up and validated in a larger and continuous configuration to qualify the product and demonstrate process economics advantages. Pilot plant operation has been successful and confirmed the low risk in scale-up. This is because the equipment required in the process has a proven track record of common and successful use in the hydrometallurgy industry. A stagewise scale-up has been implemented to reduce the risk and ensure accurate commercial plant sizing, fast ramp-up, and production of high-quality products.
A Growing Opportunity
To sustain the growth of the electric vehicle (EV) market, it is critical to secure sources of raw materials. With all the new and projected developments in battery applications, recycling of end-of-life (EOL) LiBs is becoming more critical. While there is the possibility of refurbishment and reuse of LiBs for second-life applications, LiBs will ultimately need to be disposed of. With the coming surge in demand for LiBs in the EV market, recycling will become easier, as LiBs are larger and hence easier to collect. The earliest generation of these batteries is still in use, as EV batteries typically reach their EOL in 10-12 years. The disposal of EOL batteries is expected to ramp up in the next few years.
Manufacturing scrap is another important source of material for recycling as shown, in Figure 1. Scrap rates for LiB production are approximately 5% for the best producers, 10% for typical producers, and as high as 30% or more during startup phases. Considering the fast EV ramp-up, a significant amount of rejected battery materials is expected which accounts for majority of LiB waste in this decade. This creates a significant need for recycling. Waste from LiB production between 2020 and 2030 is projected to be over 15 million tons.
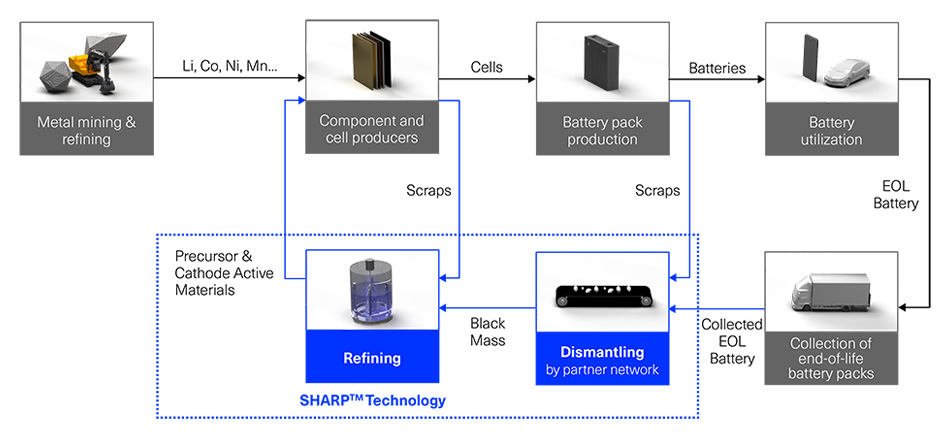
Figure 1. Li-ion battery life cycle.
Critical Valuable Metals and Their Management
Recent assessments of the supply chain of battery critical metals from primary sources reveal a range of risks including political, security, and business risks associated with their geographic concentration. In the case of lithium, about half of the world’s supply of the ore comes from Australia and is exported to China for refining and domestic use. Latin America is another major supplier of lithium, and the region is increasingly under pressure to move up the value chain and operate in challenging political climates.
Cobalt, the most valuable metal in current EV battery designs, is assessed as a high-risk mineral for its potential to disrupt the supply chain. This is mainly because more than half of the world’s supply of cobalt is mined in the Democratic Republic of Congo, where concerns about labor and human rights violation issues are increasing.
Research and experimentation on low-cobalt or cobalt-free battery designs are aimed at reducing reliance on cobalt without compromising performance. Most solutions rely on either high-nickel NMC chemistries, which will further increase the demand and therefore the price for nickel, or on the use of lower-specific-capacity LFP, which still relies heavily on Li.
The shift to EVs is a main component in the environmental policy of many countries to curb the use of fossil fuels and fight climate change. However, the life-cycle analysis of EVs reveals that the raw material mining, its processing and stockpiling, and the disposal of spent LiBs have a major impact on the environment. The key to significantly reducing the overall environmental impact of EVs is to recycle the spent LiBs. The concentrations of the metals in LiBs often exceed those in the ore, which make them relatively easier to recover. This significantly conserves natural resources, lowers energy consumption during processing, and eliminates toxic waste disposal.
LiB Recycling Processes
At the end of their useful life, LiBs are collected and transferred to a recycling facility. The batteries are first discharged to completely drain the stored residual energy. Then the batteries are dismantled, either manually or by crushing the battery modules in a shredder or a mill. This generates granules that are sieved to separate materials such as steel, plastic, aluminum, and copper from what is commonly referred to as “black mass.” Figure 2 shows the components of LiBs by weight percent.
The existing commercial pathway for processing the LiB waste is the pyrometallurgical processes that employ smelting as the core process step. This route presents significant hurdles such as high energy consumption, costly toxic gas treatment, and loss of lithium to the slag. Moreover, the recovered metals are in the forms that are unsuitable for battery production and require additional processing to separate into individual metal compounds.
Hydrometallurgical processes circumvent the limitations of pyrometallurgical processes but present their own challenges. Most hydrometallurgical processes involve solvent extraction - a process requiring many stages of extraction, scrubbing, and stripping - as well as complex equipment and a large footprint, hence high capital expenditures. Moreover, these processes consume large amounts of reagents, fuel, and electricity and produce a significant volume of process effluents. To date, no hydrometallurgical process has been commercially implemented for recovery of LiB waste.

Figure 2. Components of LiBs by weight percent.
By implementing an efficient hydrometallurgical process, the recovery of valuable metals in the black mass can be more than 95%. In combination with the mechanical separation processes, more than 80% of the component of the battery can be recovered.
Coherent, as part of its mission of enabling the world to be safer, closer, healthier, and more efficient, is a global leader in rare-metals refining and has an outstanding track record on environmental health and safety (EHS) and quality excellence. Coherent has more than 30 years of extensive expertise in extractive metallurgy, with competent and experienced engineers and chemists as the centerpiece of various new product and process developments. One such innovation is the development of SHARP technology to efficiently recover critical metals from black mass collected from LiBs.
Our technology has been successfully scaled up and verified as technically feasible to efficiently recover critical metals and produce battery-grade materials. The pilot plant operation has been proven in a larger and continuous configuration, and its economic advantages have been established. A stagewise scale-up has been implemented to reduce the risk and ensure accurate commercial plant sizing, fast ramp-up, and production of high-quality products.
Figure 3 highlights the advantages of the proposed technology relative to the current state of the art as discussed above. Unlike pyrometallurgical processes, lithium is recovered, and toxic gas is not generated. Unlike common hydrometallurgical processes, the majority of the feed proceeds to the lower-cost and simplified recycling process, bypassing the separation and purification steps.
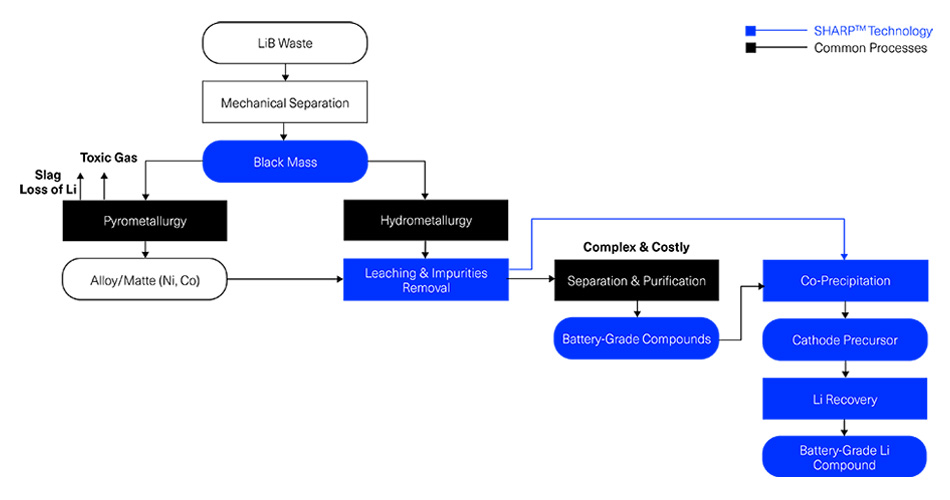
Figure 3. Comparison of Coherent’s SHARP technology versus pyrometallurgical and common hydrometallurgical processes.
SHARP Technology Pilot Plant Results
The Coherent SHARP technology has been successfully scaled up, Figure 4. The pilot plant results confirmed the production of battery-grade materials at a substantially lower cost, offering a compelling value proposition to both environmentally conscious consumers and the market as a whole. To confirm the robustness of the process, the black mass feed selected to the pilot plant was contaminated with several impurities such as aluminum, iron, copper, cadmium, calcium, magnesium, fluorine, and zinc. Some of these impurities are not expected in NMC LiB waste and were present in this black mass due to cross-contamination with other types of batteries. The efficient removal of all impurities from the black mass and the production of battery-grade materials confirmed the robustness of the SHARP technology, even in the presence of high levels of impurities.
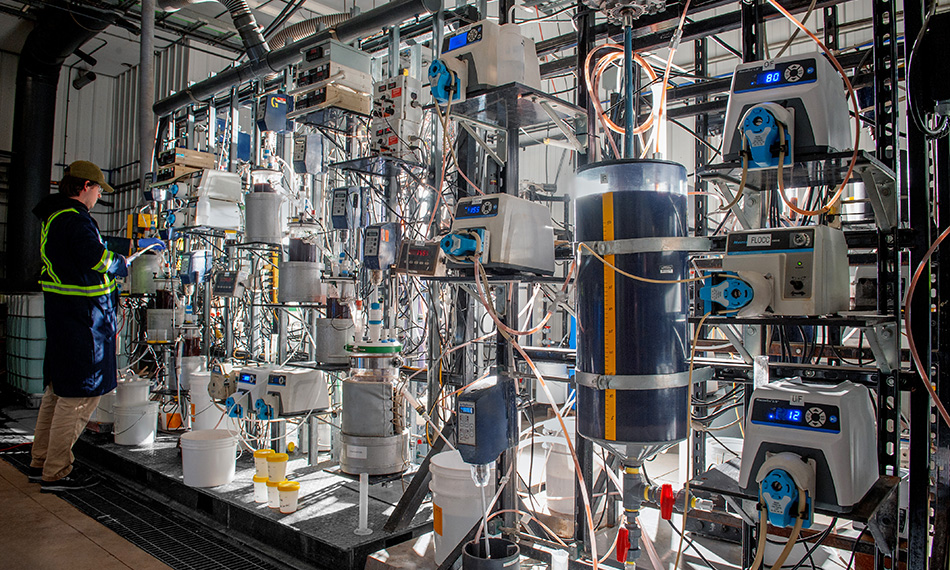
Figure 4: A series of reactors for the impurity removal step in the SHARP technology.
SHARP Technology Commercialization Path
With successful operation of the pilot plant, Coherent is advancing this technology in 2024 by running a demonstration plant at 1,500 metric tons/year (MT/y) at its existing facility utilizing idle assets.
Coherent is planning to construct a LiB recycling facility with a capacity of 20,000 MT/y of black mass in 2025. This state-of-the-art facility is expected to play a significant role in the sustainable management of LiBs. The project aims to recycle a substantial number of these batteries, contributing to environmental sustainability and resource conservation. By effectively processing these batteries, Coherent will produce an estimated 11,000 MT/year of recycled product as pCAM and 5,500 MT/y of LiOH.H2O equivalent to 10 GWh, thus reducing the need for raw materials and minimizing waste. This initiative aligns with the broader global push for eco-friendly practices in the battery industry and helps address concerns regarding the environmental impact of battery disposal and the depletion of critical materials.
The Coherent Advantage
- Hydrometallurgical Experience:
With over 30 years of expertise, Coherent boasts a rich history in successfully operating rare-metals refinery plants. Coherent excels in high-purity tellurium and selenium production, satisfying major portions of the world’s demand. - Robustness of the SHARP Technology:
SHARP’s capability extends to handling various impurities, including aluminum, iron, copper, and fluorine commonly found in NMC LiBs, regardless of their concentration. - Low Scale-Up Risk:
The required equipment has a proven track record of successful use in the hydrometallurgy industry, minimizing scale-up risk. - Versatility and Flexibility:
Beyond manufacturing scrap, the SHARP technology demonstrates versatility by producing battery-grade products from EOL black mass, accommodating impurities such as cadmium, calcium, magnesium, zinc, tungsten, and zirconium. The black mass obtained from EOL batteries, containing high levels of impurities, has been effectively processed in our pilot plant, underscoring the success of our technology.
At Coherent, our commitment to excellence, coupled with advanced technology and adaptability, positions us as a leader in LiB recycling and producing battery materials, on the forefront of sustainable innovations for the future