WHITE PAPER
New Laser-Based PCB Depaneling Method from Coherent Increases Process Utilization
Technological changes in the materials, thickness, and composition of PCBs are motivating a move away from traditional mechanical cutting and depaneling methods towards laser-based processes. But not all lasers for PCB depaneling are created equal. There are significant differences amongst various lasers in cut characteristics and quality, specifically in terms of heat-affected zone (HAZ). This, in turn, affects process utilization since it determines how closely circuits can be placed on a PCB, and can also impact circuit functionality and downstream processes like waterproofing or EMI shielding. This document presents a new nanosecond laser and associated cutting process developed at Coherent which enables laser PCB depaneling with substantially reduced HAZ compared to other currently available products.
The Evolving Need for Laser Depaneling
The continued market growth of miniaturized electronic devices, including smartphones, various wearables, VR devices, automotive sensors, and home automation equipment, to name just a few examples, translates directly into a need for denser, higher-performance PCBs. Not only are these devices physically smaller and more complex than the previous generation of microelectronics, there is also a consumer demand for to make them more energy efficient (for longer battery lifetime) and less expensive.
In terms of PCB technology, this has driven several trends. Amongst these are the use of thinner traditional boards, wide-scale implementation of flex circuitry, thicker conductive layers, and increased utilization of low-κ dielectrics (the latter especially for 5G technology). Cost considerations also prompt a need for improved process utilization. Specifically, this translates into placing boards closer together on a panel to increase yield.
In terms of depaneling, all this necessitates increasingly narrow kerf widths and higher dimensional accuracy for the cutting process. Closer physical proximity of the cut to the functional areas of the PCB also means that the cutting process must not affect the surrounding material or circuitry, whether due to mechanical stress or heat. Minimal production of debris, which might require a subsequent cleaning step, is another requirement.
All these constraints make traditional mechanical PCB depaneling methods, including routers, saws, die cutting, punching, scoring, and pizza cutting, etc., less practical and less cost-effective. This impels a move towards laser cutting which offers substantial benefits in virtually every one of the areas previously mentioned, although usually at the expense of reduced cutting speed.
Understanding Laser Cutting
Laser depaneling has, of course, been in use for some time. However, it’s important to understand and differentiate between the various laser-based technologies. The original implementations utilized CO2 lasers which emit in the far infrared. This technology cuts by heating the bulk material, which results in a significant HAZ. Also, compared with shorter UV wavelengths, this long wavelength cannot be focused to as small a spot size, meaning a larger kerf width.
Over a decade ago, the diode-pumped solid-state (DPSS), nanosecond pulsewidth, frequency-tripled laser emerged as a viable source for PCB depaneling. It offers ultraviolet (355 nm) output with sufficient pulse energy to enable material removal through a relatively “cold” ablation process. That is, one with a much smaller (but still noticeable) HAZ than the CO2 laser, and also substantially less production of debris and recast material. The pulse energy and repetition rate of commercially available sources enables cutting at economically viable feed rates, although not as fast as the CO2 laser. The primary benefits of this technology are summarized in the table.
Advantage |
Explanation |
Mechanical Precision |
Cutting is performed with very high dimensional accuracy and precision, along with a narrow kerf width. This enhances the ability to cut near-active features on the PCB. |
Stress-Free |
The cutting process itself is vibration and friction-free, and doesn’t produce mechanical deformation or delamination of the PCB, or introduce residual stress. This avoids the introduction of subsequent failure mechanisms through the cutting process. |
Low HAZ |
The inherently “cold” nature of the UV laser ablation process prevents bulk changes to the substrate, and avoids melting of circuit traces which might lead to a short circuit. The minimal debris creation of the process eliminates the need for follow-up cleaning steps, and again minimizes the possibility of subsequent circuit failure. It even permits depaneling of assembled boards. |
Operational Flexibility |
The laser beam is an inertia-free tool that moves under computer control, and whose power can be rapidly varied. This delivers several advantages. First, virtually any shape can be cut, freeing PCB designers from the form factor limitations imposed by traditional cutting methods. Next, cutting patterns can be varied through software control, enabling rapid changeovers in production, and also making short-run manufacture cost effective. Finally, varying laser power enables a single tool to perform many other operations besides just cutting. These can include marking/engraving and metal ablation. |
Material Independent |
Ultraviolet light is strongly absorbed by nearly all PCB materials. This makes the process compatible with virtually every PCB construction, including traditional copper-clad flex laminate, flex materials (even those incorporating thicker conductive layers), and various low-κ dielectrics. |
Table 1. Primary Characteristics and Advantages of UV Laser-Based PCB Cutting
AVIA LX and the Newest Advance in Laser Depaneling from Coherent
While laser depaneling clearly delivers numerous benefits, PCB manufacturers are already pushing this technology to the limits in order to meet the ever more stringent size, materials, and cost challenges presented by the market forces mentioned at the outset. In particular, achieving further reductions in HAZ and debris formation, and improving the cut quality obtained with nanosecond pulsewidth UV DPSS lasers, is an active area of development.
To aid in this effort, applications research at Coherent has explored the outcomes and process space of using a nanosecond pulsewidth, high pulse energy, UV DPSS laser (AVIA LX) for cutting a variety of PCB materials and material combinations. Based on this work, the Coherent team developed a new PCB cutting method that has already proven to deliver a reduced HAZ, a higher quality cut edge, reduced kerf width, and increased production throughput.
One key element of this technique is a proprietary method for controlling the timing and spatial positioning of laser pulses delivered to the work surface in such a manner that heat buildup is avoided. Because thermal damage is absent in this approach, it’s possible to utilize a laser with substantially higher pulse energy when cutting thicker materials (1 mm and above).
The advantage of higher pulse energy is that it eliminates the need to employ the traditional scheme used for cutting thicker materials. Specifically, this involves making a series of laterally displaced scribes to produce a “v-groove.” The “v-groove” geometry is necessary in order to avoid clipping the beam as it penetrates farther into the material when making a high aspect ratio cut. This would reduce its power, and thus limit ablation efficiency. However, the AVIA LX, coupled with this novel pulse timing approach, can utilize pulse energies as high as ~400 μJ to repeatedly scribe along the same line (no lateral displacement, or “v-groove”). The result is faster cutting and significantly reduced kerf width.
Higher pulse energy also increases the laser focus tolerance at the work surface. Specifically, when using a lower pulse energy laser, it is necessary to shift the focus of the beam as the material is penetrated so that the minimum focused spot size is always maintained precisely at the depth at which cutting is occurring. This is necessary in order to achieve sufficient laser fluence to get above the material ablation threshold. However, doing this in practice requires either physically shifting the PCB up, which slows the process, or employing a three-axis scanner (one which has a focusing capability), which increases equipment cost and complexity.
The higher pulse energy of the AVIA LX makes it possible to simply focus the laser at a point mid-way through the PCB and perform cutting. This is because there is sufficient laser fluence for ablation even well out of perfect focus for the laser. The benefit is faster cutting, and reduced system complexity.
An example of the improvements are shown in the photos below, which compare cuts in a 1.6 mm thick PCB with copper traces, made using the type of UV DPSS laser currently commercially available for this application versus the same material processed using the AVIA LX and this new approach. The board processed with this technique shows a cleaner cut edge and substantial improvement in the cut edges of the copper traces.
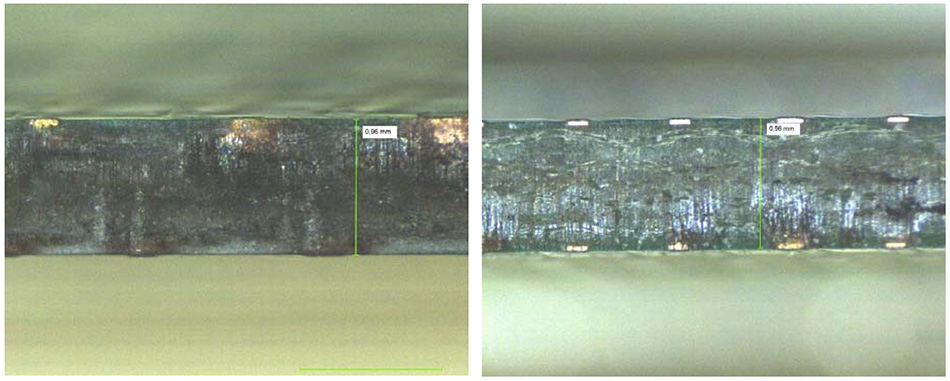
Figure 1. Cross sections of a 1.6 mm thick PCB cut using (left) a competitor’s UV DPSS laser and (right) a high pulse energy UV DPSS laser (AVIA LX) employing the new Coherent cutting process. The latter delivers a better quality edge, and much cleaner cuts of the copper traces.
The next set of images demonstrates the reduction in kerf width achieved by utilizing the Coherent method.
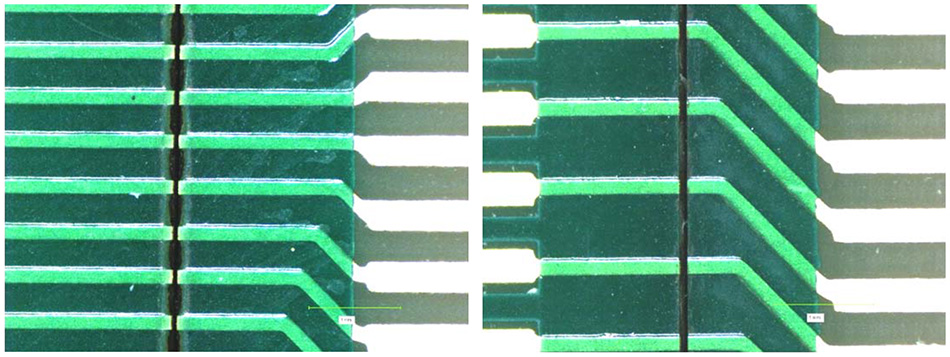
Figure 2. Top views of a 0.95mm thick PCB cut using (left) a competitor’s UV DPSS laser and (right) a high pulse energy UV DPSS laser (AVIA LX), which yields a narrower and more consistent kerf.
The next set of photos shows how AVIA LX enables cutting of multilayer PCBs (with glass fiber layers) with minimal debris, narrow trench width, and substantially reduced HAZ.
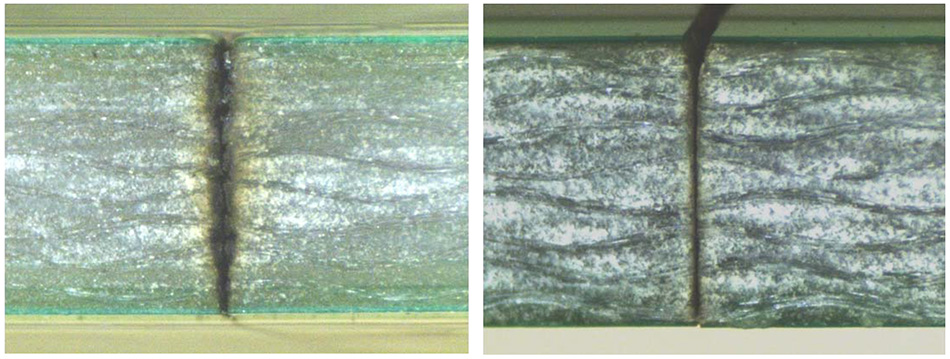
Figure 3. Cross sections of a 1.6 mm thick, multilayer PCB (with glass fiber layers) cut using a (left) a competitor’s UV DPSS laser and (right) a high pulse energy UV DPSS laser (AVIA LX) with the new Coherent method. This delivers a narrower trench channel and smaller HAZ.
In the past, laser cutting of polyimide and EMI shield foil produced some delamination at the cut line due to the wide HAZ. In this case, it’s necessary to use lower pulse energy in order to avoid damaging the material. But, the same pulsing approach is utilized to eliminate heat buildup, and delivers the same benefits of reduced HAZ and kerf width. This, in turn, reduces production costs by enabling downstream production processes to achieve higher yields.
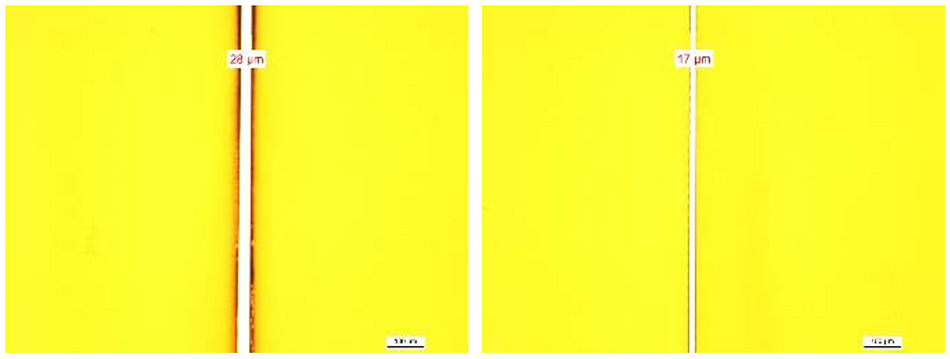
Figure 4. The top view of a 100μm thick polyimide foil shows a cutting result achieved with a competitor’s UV DPSS laser on the left having a wide cut kerf and a sizeable heat-affected zone. The cutting result on the right was achieved with the Avia LX UV DPSS laser. This delivers a narrower trench channel and smaller HAZ.
Finally, the reduced HAZ and increased throughput possible with the Coherent pulsing method, but with lower pulse energy when processing a flex PCB, are illustrated in the next photos.
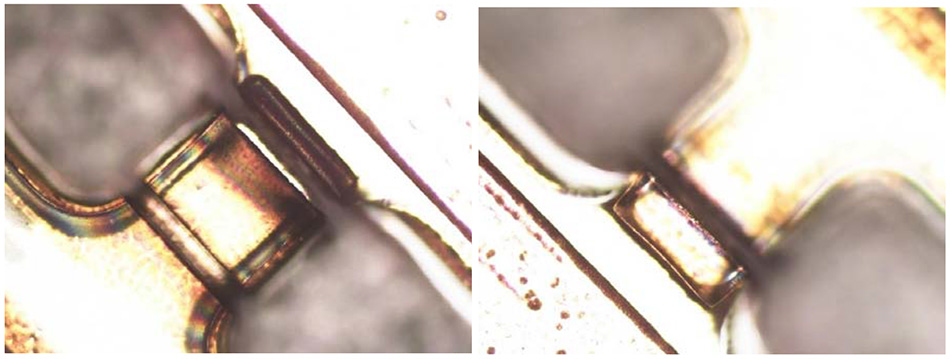
Figure 5. Top view of 0.13 mm thick FPCBs cut using a (left) a competitor’s UV DPSS laser and (right) a high pulse energy UV DPSS laser (AVIA LX). This produced a much smaller HAZ and achieved this at a higher cutting speed (13mm/s compared to 11mm/s).
Practical, High Pulse Energy DPSS UV Lasers
For traditional thick PCB materials, implementing the Coherent pulse control method in practice requires a UV DPSS laser source having higher pulse energy than previously commercially available. To meet this need, Coherent developed the AVIA LX, a 20 W (at 355 nm), solid-state, nanosecond pulsewidth laser, which can produce a pulse energy of up to 500 μJ.
The AVIA LX lase was specifically designed to enable high throughput, high-quality PCB depaneling. It combines a number of technological advances in design and manufacture to deliver this high energy output along with an unmatched combination of high reliability, superior performance, and low cost of ownership.
AVIA LX leverages the extensive experience at Coherent in producing reliable, long-lifetime lasers with UV output. The non-linear (frequency tripling) crystals utilized in the AVIA LX are produced within Coherent, giving us direct control over the quality and optical characteristics of this critical component, and enabling us to achieve a longer lifetime, improved performance, and reduced cost of ownership. Lifetime is further maximized by using a built-in crystal shifter which contains a map of the actual crystal in the laser, and the location of 20 pre-qualified third-harmonic generation spots (with over 1000 hours lifetime per spot) within it.
Contamination of the optics is a key limiting factor in the lifetime of UV lasers. AVIA LX lasers are manufactured in a cleanroom, and the internal optics that are directly exposed to UV light are contained within a PureUV sealed compartment to prevent contamination in actual use. This maximizes lifetime and service intervals.
Furthermore, AVIA LX is based on an extremely robust industrial design, which has been validated by HASS and HALT testing. In HALT (High Accelerated Life Testing), prototypes are iteratively tested to destruction, re-designed, and retested to eliminate any inherent weaknesses. HASS (Highly Accelerated Stress Screening) then stresses actual production units beyond their specified operating environment. This protocol screens out any deficiencies in manufacturing and packaging. The result is unmatched product reliability and lifetime.
AVIA LX is also designed with ease-of-integration and ease-of-use in mind. For instance, integration is simplified by using built-in control electronics, and an integrated beam expander. The use of water cooling maximizes lifetime and pulse-to-pulse stability, even when operating at high power.
In conclusion, the Coherent AVIA LX laser, together with novel pulse control technology, has demonstrated superior results for PCB depaneling as compared to traditional mechanical processes, and even previously available nanosecond pulsewidth UV DPSS laser sources. It should prove a useful source for a variety of the fabrication processes required for next-generation microelectronic devices, including cutting of traditional PCBs and flex circuitry, SiP cutting and trenching, and EMI shielding cutting.