WHITE PAPER
Laser Cutting Surgical Hypotubes
Overview
Hypotubes are thin metal tubes used in many modern medical procedures. Laser processing in a fully automated workstation is the method of choice for manufacturing this type of delicate medical product with the requisite precision, yield, and throughput. The application-optimized software makes the process simple and highly efficient.

Hypotubes: A life-saving technology
Minimally invasive surgery offers many advantages and hypotubes (sometimes called guidewires) are critical devices used in many of these medical procedures. These hypotubes need to be small and flexible in order to fit inside human blood vessels. And they need to be hollow to allow for the control of tools or the delivery of drugs.
A hypotube has to fulfill a number of complex requirements. Its edges must be burr-free, and the material it is composed of should be flexible and easy to sterilize. The design of its distal end can vary from a simple cut to complex micro-machined components. For reliable operation, a hypotube should be flexible when subject to a certain amount of torque, and it must withstand kinking and pushing.
The flexibility of a metal hypotube is achieved through a pattern of cuts in its walls. An interrupted spiral pattern is one way to achieve this. The length of the incisions and the pitch between the cuts define the remaining stiffness of the tube. The precision of the cuts is crucial for ensuring the correct behavior of a hypotube during surgical procedures.
"The precision of the cuts is crucial for ensuring the correct behavior of a hypotube during surgical procedures."
Precise and efficient processing of hypotubes
Typically, hypotubes are processed with advanced laser technology. The laser systems must perform different tasks, such as marking, cutting, and drilling on or in the wall of a metal tube. Currently, a medium-power fiber laser is the gold standard for these tasks. All edges must be burr-free, which can require some post-processing steps after the laser.
However, a growing number of users now choose a femtosecond laser instead of a fiber laser. Such an ultrashort pulse (USP) laser deposits its energy into the material so rapidly that the heat cannot spread, and the heat-affected zones are minimized when the material is vaporized. Thus, USP lasers create relatively smooth edges where post-process water cleaning is often sufficient. Conversely, USP lasers, while being extremely precise, are somewhat slower than fiber lasers.
A sample hypotube processed with the Coherent StarCut Tube is shown in figure 1. For demonstration purposes, a StarCut Tube Hybrid with both a fiber laser and a femtosecond laser was used. A StarCut Tube SL with just a fiber laser or a femtosecond laser can solve the task as well, while possessing a smaller footprint.
The sample was cut out of a stainless-steel tube with an outer diameter of 0.7 mm. The tube has a wall thickness of 100 µm. On the left end, a so-called skive was cut out. A small test slit was excised within the skive. Additionally, two black rings were marked on the hypotube. These three steps were all executed with a Coherent Monaco femtosecond laser.
"The sample was cut out of a stainless-steel tube with an outer diameter of 0.7 mm. The tube has a wall thickness of 100 µm."
A sample hypotube processed with the Coherent StarCut Tube is shown in figure 1. For demonstration purposes, a StarCut Tube Hybrid with both a fiber laser and a femtosecond laser was used. A StarCut Tube SL with just a fiber laser or a femtosecond laser can solve the task as well, while possessing a smaller footprint.
The sample was cut out of a stainless-steel tube with an outer diameter of 0.7 mm. The tube has a wall thickness of 100 µm. On the left end, a so-called skive was cut out. A small test slit was excised within the skive. Additionally, two black rings were marked on the hypotube. These three steps were all executed with a Coherent Monaco femtosecond laser.

Figure 1: Hypotube sample made with a Coherent StarCut Tube Hybrid. The outer diameter is 0.7 mm.
In the next step, a long, interrupted spiral was cut into the tube’s wall. For this process, the system switched to the second laser source of this hybrid workstation: a Coherent PowerLine FL with moderate power. The spiral pattern was cut “on-the-fly,” i.e., while the tube was moved constantly at high speed. During this process, the timing of the laser was triggered precisely for the start of each cut.
Figure 2 shows the results of the fiber laser processing. There are two typical patterns for the shaft of a hypotube: interrupted spirals or the so-called brickwork pattern. Brickwork patterns consist of parallel lines of interrupted incisions that resemble the stones in a brick wall. Typical hypotubes are about 1.5 m long and using an on-the-fly cutting procedure enables very rapid processing of the longer part of a hypotube. The cycle time for this sample was only 35 seconds.
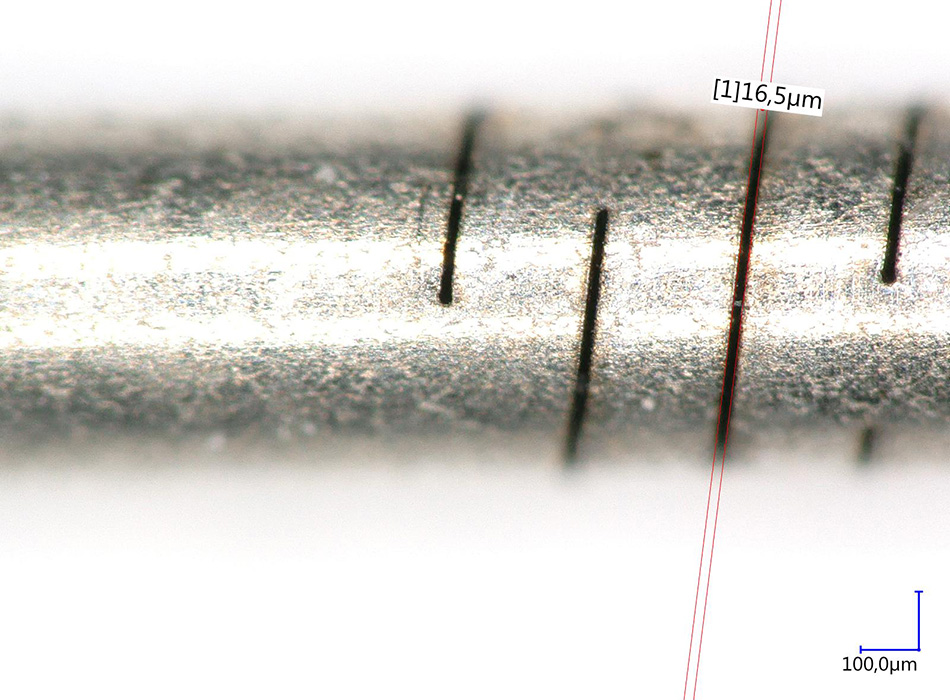
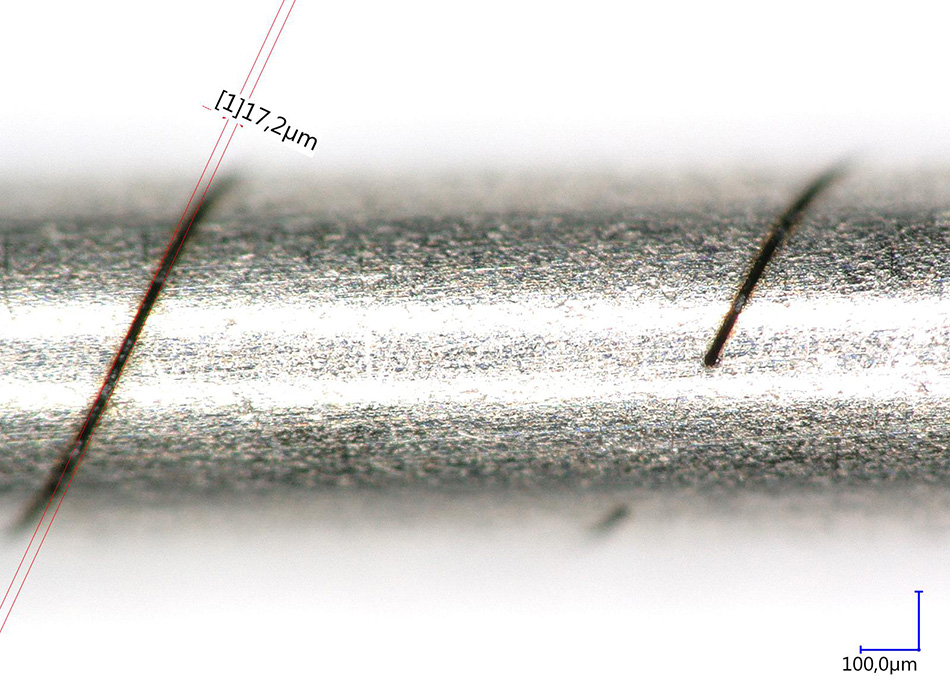
Figure 2: The Coherent PowerLine FL cuts on the fly either in a brickwork pattern (left) or an interrupted spiral (right) with a slit width of less than 20 µm.
Easy-to-use software for on-the-fly laser cutting
The user interface of the Coherent StarCut Tube was developed for the easy handling of small and large batches of medical products. The software Cagila is optimized for easy programming of the processing routines. To speed-up the workflow, some additional features are integrated, such as the Strobe function. It supports the automated generation of interrupted spiral designs or brickwork patterns in the tube cutting process.
Strobe is an add-on function for the StarCut Tube systems, which allows for triggering the laser “on-the-fly” without a piercing delay. The trigger signal output is generated synchronously with the rotary axis position. Thus, the delay and jitter of the laser’s on and off commands are minimized. The geometry for the spiral or brickwork designs can be generated wither using a table-based input (see Figure 3) or from imported CAD data. The geometry is then automatically processed. Post-processing features, such as auto-re-clamps after a defined distance, can be included, as well as extra turns after starting or before the final cutoff position.
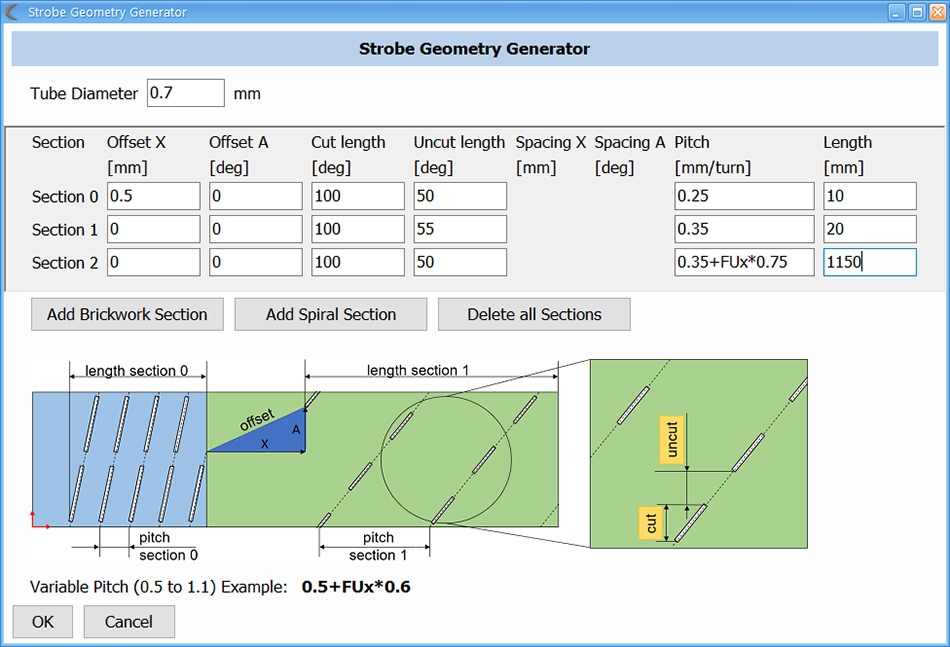
Figure 3: The Strobe Geometry Generator in the control software makes it very easy to generate spiral or brickwork structures.
"Strobe is an add-on function for the StarCut Tube systems, which allows for triggering the laser “on-the-fly” without a piercing delay."

FIgure 4: The Coherent StarCut Tube SL can be equipped with either a fiber or a femtosecond laser on the smallest footprint in the market (2,200 mm x 760 mm). Several feeding and unloading modules are available for fully automated processing.
"...the edge quality produced by femtosecond laser processing is so good that post-processing, such as electropolishing, is often unnecessary. "
Automated processing on a small footprint
Medical devices are often manufactured in costly clean rooms. The Coherent StarCut Tube SL comes with the smallest footprint for this type of laser machine, minimizing the use of valuable clean room space.
The StarCut Tube can be configured for manual and automated processing, and can be equipped with a fiber laser, a femtosecond laser, or both. Several feeder and unloader modules can be added for a fully automated solution. For example, with the StarFeed S, the machine can automatically load tubes such as thrombectomy catheters with an outer diameter as small as 0.3 mm. Other tube loading modules accommodate tubes that range from 1 mm to 20 mm in diameter and 3 m in length for fully automated hands-off production.
The lasers inside the StarCut Tube are the Coherent PowerLine FL, with adjustable pulse widths ranging from 10–50 microseconds, or a state-of-the-art USP laser—the Coherent Monaco—with a pulse width of less than 350 femtoseconds. The fiber laser is ideal for cutting thicker materials and tubes, where speed is very important. The femtosecond laser is the better tool for cutting very thin or delicate components, where surface finish is very important and thermal side effects must be avoided.
The laser machining precision is better than +/- 5 µm. In fact, the edge quality produced by femtosecond laser processing is so good that post-processing, such as electropolishing, is often unnecessary. The machine can handle both tubular (up to 30 mm in diameter) and flat substrates, increasing its utility and value. It is available with 2, 3, or 4 axes.
The software is optimized for easy handling and rapid processing. Different operators can receive different access rights, depending on their level of proficiency. Process and workpiece parameters can be logged for traceability. In the hybrid system, the machine can switch between two lasers in the same job in one CNC file. For fully automated processing, a special module allows for automated texting; it sends a text message to the operator whenever a problem occurs or a job is completed.
Summary
The Coherent StarCut Tube offers maximum processing flexibility, and a small footprint. The versatile software and the mechanical integration of different laser sources enable high precision and high throughput, when needed. With its automated feeding and unloading options, it is designed for automated production of small and large batches of medical device components.
Application experts at Coherent have compiled more than 25 years of medical product manufacturing know-how. Customers can benefit from this experience in different ways. For example, they can send in samples for testing and process development. Know-how is also shared through regular training for operators at all skill levels.