WHITEPAPER
Laserschneiden chirurgischer Hypotubes
Überblick
Hypotubes sind dünne Metallröhrchen, die in vielen modernen medizinischen Verfahren verwendet werden. Die Laserbearbeitung in einem vollautomatischen System ist die Methode der Wahl, um diese Art von empfindlichen medizinischen Produkten mit der erforderlichen Präzision und Ausbeute sowie dem nötigen Durchsatz herzustellen. Die anwendungsoptimierte Software macht den Prozess einfach und hocheffizient.

Hypotubes: Eine lebensrettende Technologie
Die minimalinvasive Chirurgie bietet viele Vorteile, und Hypotubes (manchmal auch Führungsdrähte genannt) sind wichtige Hilfsmittel, die bei vielen dieser medizinischen Verfahren eingesetzt werden. Diese Hypotubes müssen klein und flexibel sein, damit sie in menschliche Blutgefäße passen. Und sie müssen hohl sein, um die Kontrolle von Instrumenten oder die Verabreichung von Medikamenten zu ermöglichen.
Ein Hypotube muss eine Reihe von komplexen Anforderungen erfüllen. Seine Kanten müssen gratfrei sein, und das Material, aus dem er besteht, sollte flexibel und leicht zu sterilisieren sein. Die Gestaltung des distalen Endes kann von einem einfachen Schnitt bis hin zu komplexen mikrobearbeiteten Komponenten reichen. Für einen zuverlässigen Betrieb muss ein Hypotube bei einem bestimmten Drehmoment flexibel sein und Knick- und Druckbelastungen standhalten.
Die Flexibilität eines Metall-Hypotube wird durch ein Muster von Einschnitten in seinen Wänden erreicht. Ein unterbrochenes Spiralmuster ist eine Möglichkeit, dies zu erreichen. Die Länge der Einschnitte und der Abstand zwischen den Schnitten bestimmen die verbleibende Steifigkeit des Rohrs. Die Präzision der Schnitte ist entscheidend für das richtige Verhalten eines Hypotube bei chirurgischen Eingriffen.
„Die Präzision der Schnitte ist entscheidend für das richtige Verhalten eines Hypotube bei chirurgischen Eingriffen“.
Präzise und effiziente Bearbeitung von Hypotubes
In der Regel werden Hypotubes mit moderner Lasertechnologie bearbeitet. Die Lasersysteme müssen verschiedene Aufgaben erfüllen, z. B. Beschriften, Schneiden und Bohren auf oder in der Wand eines Metallrohrs. Derzeit ist ein Faserlaser mittlerer Leistung der Goldstandard für diese Aufgaben. Alle Kanten müssen gratfrei sein, was einige Nachbearbeitungsschritte nach dem Laser erfordern kann.
Allerdings entscheiden sich immer mehr Anwender für einen Femtosekundenlaser anstelle eines Faserlasers. Ein solcher Ultrakurzpulslaser (USP) bringt seine Energie so schnell in das Material ein, dass sich die Wärme nicht ausbreiten kann und die Wärmeeinflusszonen beim Verdampfen des Materials minimiert werden. So erzeugen USP-Laser relativ glatte Kanten, bei denen eine Reinigung mit Wasser nach der Bearbeitung oft ausreicht. Umgekehrt sind USP-Laser zwar äußerst präzise, aber etwas langsamer als Faserlaser.
Abbildung 1 zeigt ein Beispiel für ein mit dem Coherent StarCut Tube bearbeiteten Hypotube. Zu Demonstrationszwecken wurde ein StarCut Tube Hybrid verwendet, der sowohl mit einem Faserlaser als auch mit einem Femtosekundenlaser ausgestattet ist. Ein StarCut Tube SL mit einem reinen Faserlaser oder einem Femtosekundenlaser kann diese Aufgabe ebenfalls lösen und benötigt dabei eine geringere Stellfläche.
Die Probe wurde aus einem Edelstahlrohr mit einem Außendurchmesser von 0,7 mm geschnitten. Das Rohr hat eine Wandstärke von 100 µm. Am linken Ende wurde ein sogenannter Schrägstrich ausgeschnitten. Ein kleiner Testschlitz wurde innerhalb der Schablone ausgeschnitten. Zusätzlich wurde der Hypotube mit zwei schwarzen Ringen markiert. Diese drei Schritte wurden alle mit einem Coherent Monaco Femtosekundenlaser durchgeführt.
„Die Probe wurde aus einem Edelstahlrohr mit einem Außendurchmesser von 0,7 mm geschnitten. Das Rohr hat eine Wandstärke von 100 µm.”
Abbildung 1 zeigt ein Beispiel für einen mit dem Coherent StarCut Tube bearbeiteten Hypotube. Zu Demonstrationszwecken wurde ein StarCut Tube Hybrid verwendet, der sowohl mit einem Faserlaser als auch mit einem Femtosekundenlaser ausgestattet ist. Ein StarCut Tube SL mit einem reinen Faserlaser oder einem Femtosekundenlaser kann diese Aufgabe ebenfalls lösen und benötigt dabei eine geringere Stellfläche.
Die Probe wurde aus einem Edelstahlrohr mit einem Außendurchmesser von 0,7 mm herausgeschnitten. Das Rohr hat eine Wandstärke von 100 µm. Am linken Ende wurde ein sogenannter Schrägstrich ausgeschnitten. Ein kleiner Testschlitz wurde innerhalb der Schablone ausgeschnitten. Zusätzlich wurde der Hypotube mit zwei schwarzen Ringen markiert. Diese drei Schritte wurden alle mit einem Coherent Monaco Femtosekundenlaser durchgeführt.

Abbildung 1: Hypotube-Probe, hergestellt mit einem Coherent StarCut Tube Hybrid. Der Außendurchmesser beträgt 0,7 mm.
Im nächsten Schritt wurde eine lange, unterbrochene Spirale in die Wand der Röhre geschnitten. Für diesen Prozess schaltete das System auf die zweite Laserquelle dieser Hybrid-Workstation um: einen Coherent PowerLine FL mit moderater Leistung. Das Spiralmuster wurde „on-the-fly“ geschnitten, d. h. während die Röhre ständig mit hoher Geschwindigkeit bewegt wurde. Dabei wurde das Timing des Lasers auf den Beginn jedes Schnitts präzise getriggert.
Abbildung 2 zeigt die Ergebnisse der Faserlaserbearbeitung. Es gibt zwei typische Muster für den Schaft eines Hypotubes: unterbrochene Spiralen oder das so genannte Mauerwerksmuster. Backsteinmuster bestehen aus parallelen Linien mit unterbrochenen Einschnitten, die den Steinen einer Backsteinmauer ähneln. Typische Hypotubes sind etwa 1,5 m lang und die Verwendung eines Schneidverfahrens „on-the-fly” ermöglicht eine sehr schnelle Verarbeitung des längeren Teils eines Hypotubes. Die Zykluszeit für dieses Muster betrug nur 35 Sekunden.
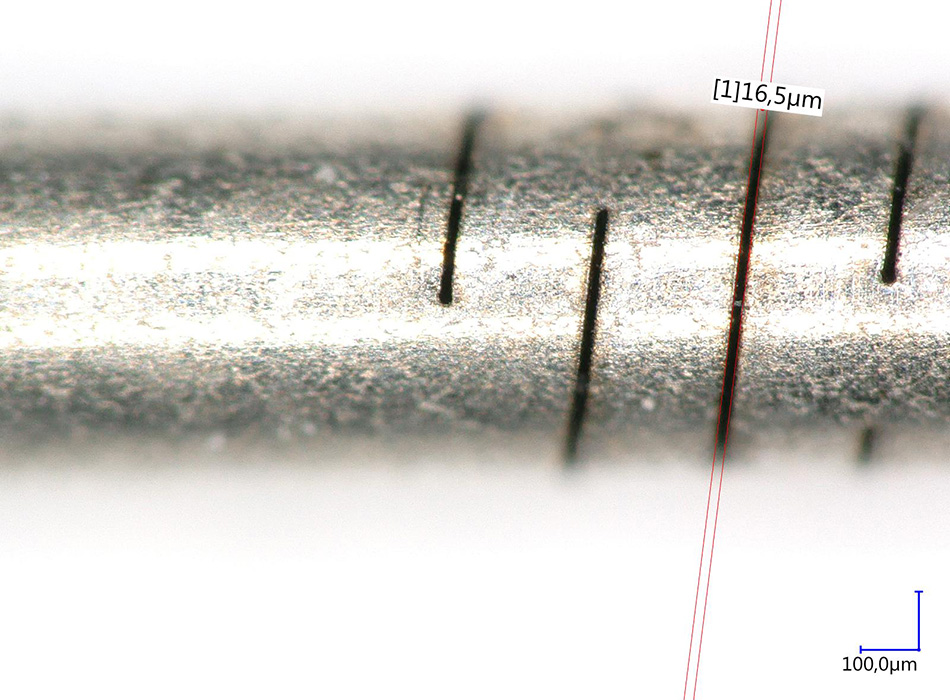
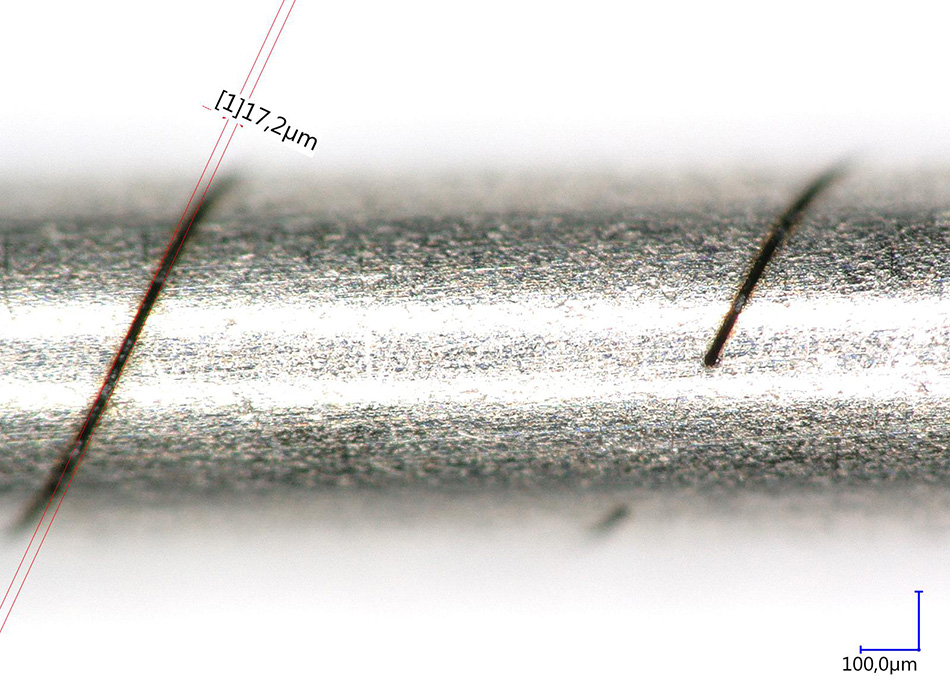
Abbildung 2: Der Coherent PowerLine FL schneidet entweder in einem Mauerwerksmuster (links) oder einer unterbrochenen Spirale (rechts) mit einer Spaltbreite von weniger als 20 µm.
Einfach zu bedienende Software für das on-the-fly Laserschneiden
Die Benutzeroberfläche des Coherent StarCut Tube wurde für die einfache Handhabung von kleinen und großen Chargen von Medizinprodukten entwickelt. Die Software Cagila ist für die einfache Programmierung der Verarbeitungsroutinen optimiert. Um den Arbeitsablauf zu beschleunigen, sind einige zusätzliche Features integriert, wie z. B. die Strobe-Funktion. Sie unterstützt die automatisierte Erzeugung von unterbrochenen Spiraldesigns oder Mauerwerksmustern im Rohrschneideprozess.
Strobe ist eine Zusatzfunktion für die StarCut Tube-Systeme, die es ermöglicht, den Laser „on-the-fly“, also während des Betriebs, ohne Verzögerung auszulösen. Das Triggersignal wird synchron mit der Position der Drehachse ausgegeben. Dadurch werden die Verzögerung und der Jitter bei den Ein- und Ausschaltbefehlen des Lasers minimiert. Die Geometrie für die Spiral- oder Mauerwerkskonstruktionen kann entweder über eine tabellenbasierte Eingabe (siehe Abbildung 3) oder aus importierten CAD-Daten erzeugt werden. Die Geometrie wird dann automatisch bearbeitet. Nachbearbeitungsfunktionen, wie z. B. automatisches Nachspannen nach einer bestimmten Strecke, können ebenso einbezogen werden wie zusätzliche Umdrehungen nach dem Start oder vor der endgültigen Abschneideposition.
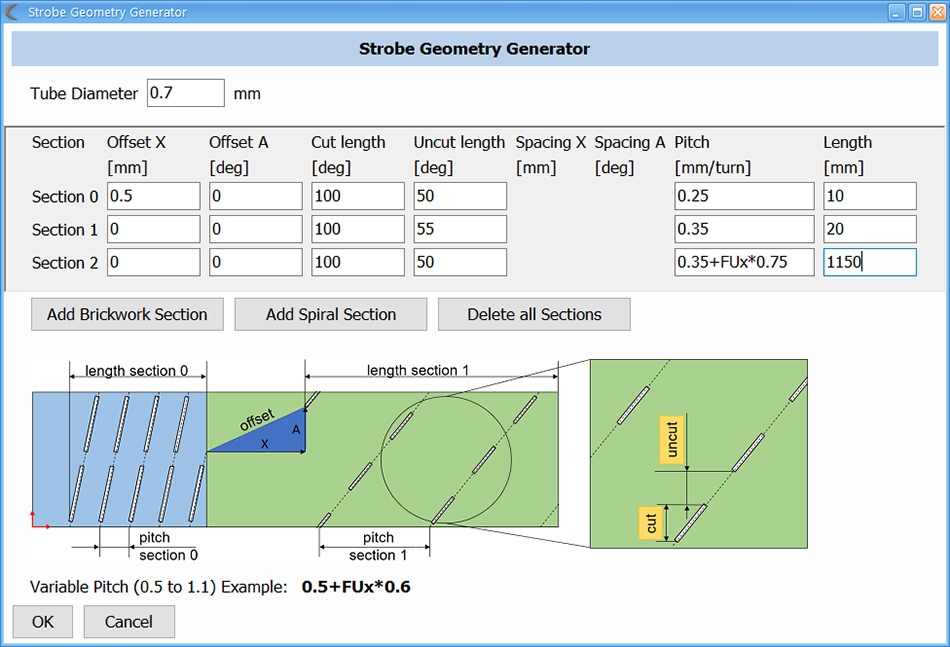
Abbildung 3: Der Strobe-Geometrie-Generator in der Steuerungssoftware macht es sehr einfach, spiralförmige oder Mauerwerks-Strukturen zu erzeugen.
„Strobe ist eine Zusatzfunktion für die StarCut Tube-Systeme, die es ermöglicht, den Laser ‚on-the-fly‘, also während des Betriebs, ohne Verzögerung auszulösen“.

Abbildung 4: Der Coherent StarCut Tube SL kann entweder mit einem Faser- oder einem Femtosekundenlaser ausgestattet werden und hat den kleinsten Footprint im Markt (2.200 mm x 760 mm) . Für die vollautomatische Verarbeitung stehen mehrere Zuführ- und Entlademodule zur Verfügung.
„...die Kantenqualität bei der Femtosekundenlaserbearbeitung ist so gut, dass eine Nachbearbeitung, wie z. B. Elektropolieren, oft nicht notwendig ist“.
Automatisierte Verarbeitung auf kleinstem Raum
Medizinische Instrumente werden oft in kostspieligen Reinräumen hergestellt. Der Coherent StarCut Tube SL verfügt über die kleinste Stellfläche für diese Art von Lasermaschine, was die Nutzung wertvoller Reinraumfläche minimiert.
Der StarCut Tube kann für die manuelle und automatische Bearbeitung konfiguriert und mit einem Faserlaser, einem Femtosekundenlaser oder beidem ausgestattet werden. Für eine vollautomatische Lösung können mehrere Zuführ- und Entlademodule hinzugefügt werden. Mit dem StarFeed S kann die Maschine beispielsweise Schläuche wie Thrombektomiekatheter mit einem Außendurchmesser von nur 0,3 mm automatisch laden. Andere Rohrlademodule nehmen Rohre mit einem Durchmesser von 1 mm bis 20 mm und einer Länge von 3 m für eine vollautomatische Hands-Off-Produktion auf.
Bei den Lasern im StarCut Tube handelt es sich um den Coherent PowerLine FL mit einer einstellbaren Pulsbreite von 10 – 50 Mikrosekunden oder um einen hochmodernen USP-Laser – den Coherent Monaco – mit einer Pulsbreite von weniger als 350 Femtosekunden. Der Faserlaser ist ideal für das Schneiden dickerer Materialien und Rohre, bei denen Geschwindigkeit sehr wichtig ist. Der Femtosekundenlaser ist das bessere Werkzeug zum Schneiden sehr dünner oder empfindlicher Bauteile, bei denen die Oberflächengüte sehr wichtig ist und thermische Nebenwirkungen vermieden werden müssen.
Die Genauigkeit der Laserbearbeitung ist besser als +/- 5 µm. Die durch die Femtosekundenlaserbearbeitung erzeugte Kantenqualität ist so gut, dass eine Nachbearbeitung, wie z. B. Elektropolieren, oft überflüssig ist. Die Maschine kann sowohl röhrenförmige (bis zu 30 mm Durchmesser) als auch flache Substrate verarbeiten, was ihren Nutzen und Wert erhöht. Sie ist mit 2, 3 oder 4 Achsen erhältlich.
Die Software ist für einfache Handhabung und schnelle Bearbeitung optimiert. Die verschiedenen Anwender können je nach ihrem Kenntnisstand unterschiedliche Zugangsrechte erhalten. Prozess- und Werkstückparameter können zur Rückverfolgbarkeit aufgezeichnet werden. Beim Hybridsystem kann die Maschine im selben Auftrag in einer CNC-Datei zwischen zwei Lasern umschalten. Für eine vollautomatische Verarbeitung ermöglicht ein spezielles Modul automatische Nachrichten; es sendet eine Textnachricht an den Bediener, wenn ein Problem auftritt oder ein Auftrag abgeschlossen ist.
Zusammenfassung
Der Coherent StarCut Tube bietet maximale Flexibilität in der Verarbeitung bei geringem Platzbedarf. Die vielseitige Software und die mechanische Integration verschiedener Laserquellen ermöglichen eine hohe Präzision und einen hohen Durchsatz, wenn dies erforderlich ist. Mit ihren automatischen Zuführ- und Entlademöglichkeiten ist sie für die automatisierte Produktion von kleinen und großen Chargen medizintechnischer Komponenten ausgelegt.
Die Anwendungsexperten von Coherent verfügen über mehr als 25 Jahre Erfahrung in der Herstellung medizinischer Produkte. Die Kunden können von dieser Erfahrung auf unterschiedliche Weise profitieren. So können sie beispielsweise Muster für Tests und Verfahrensentwicklung einsenden. Das Know-how wird auch durch regelmäßige Schulungen für Bediener aller Qualifikationsstufen weitergegeben.