EV製造向けのより高速な銅溶接
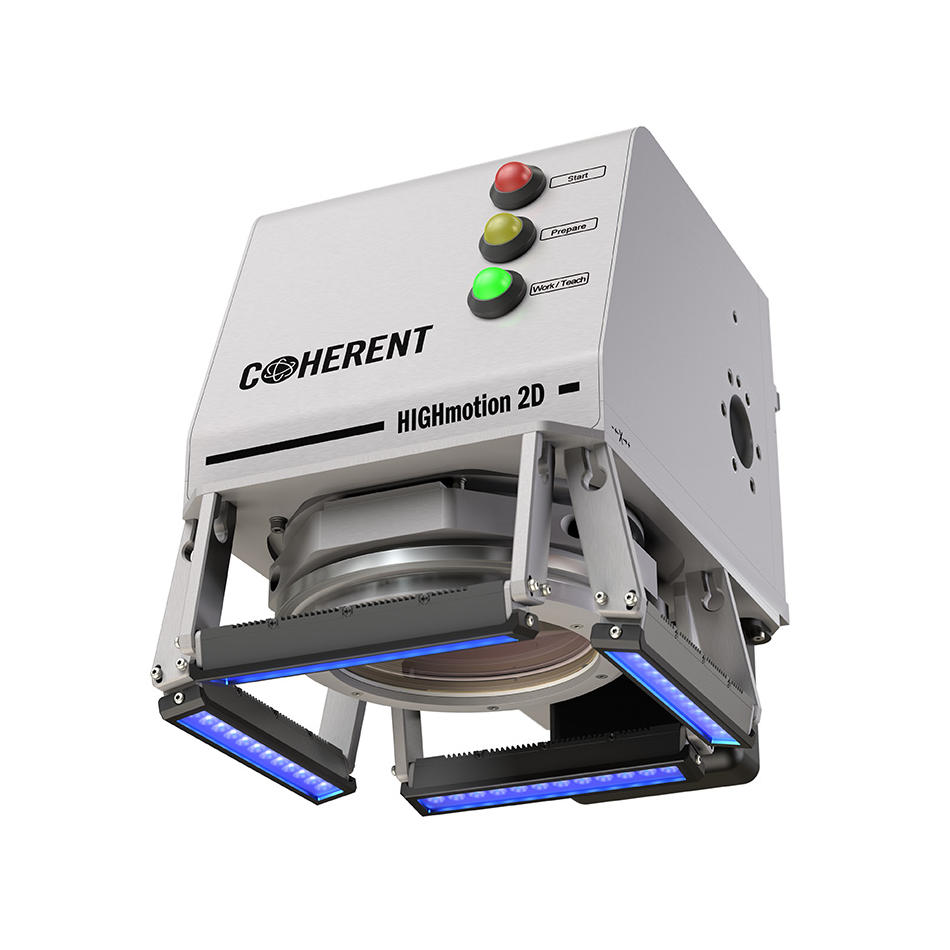
新しいCoherent HIGHmotion 2Dリモート溶接ヘッドとCoherent HighLight FL-ARMレーザにより、広い作業領域での深溶け込み銅溶接が実現します。
2023年9月12日、Coherent

HIGH-motion 2D加工ヘッドは、優れた光学性能と卓越した操作信頼性を兼ね備えており、コスト効率の高い製造溶接を実現します。
Coherentの2つの新製品は、広い走査範囲(100 mm x 140 mm)で深い銅溶接(3 mm以上)ができます。これにより、加工ヘッドや部品を物理的に移動させることなく、大きく離れた場所で複数の溶接作業を行うことができるため、バスバーなどの大型部品を高速に加工できます。
これらの新製品の第一弾は、既存のCoherent HIGHmotion 2Dリモート溶接ヘッドに低倍率オプションを追加したものです。低開口数(NA)ファイバーレーザで使用する場合、低倍率のHIGHmotion 2Dヘッドは、焦点シフトを最小限に抑えながら、より広い走査領域に小さく高輝度で焦点の合ったレーザスポットを照射します。銅の深溶接を行うには高輝度が不可欠ですが、そうでない場合、赤外線レーザで深溶接を行うのは困難です。この方法は加工ウィンドウを大きくし、より安定した、堅牢で再現性の高い加工方法を提供します。
新しい低倍率HIGHmotion 2Dは、位置合わせ精度、高い出力安定性、Coherent HIGHvisionとSmartSense+の両方との互換性など、この業界で実績のあるレーザ溶接スキャナーのすべての機能を維持しています。
次に紹介する製品は、HighLight FL-ARMファイバーレーザの低開口数(NA)バージョンです。これにより、低倍率のHIGHmotion 2Dで最適な性能を発揮するために必要な低NA入射ビームが正確に供給されます。さらに、センタービームとリングビームの出力を別々に制御し、変調するARMレーザの機能も追加されています。この機能は、銅溶接時のスパッタの除去に役立ちます。HighLight FL-ARMは後方反射に対する優れた耐性があり、運用の信頼性が向上しています。

Coherent HighLight™ FL-ARMシリーズのマルチキロワットファイバーレーザは、さまざまな困難な溶接作業で優れた結果を提供します。
深溶け込み溶接のスループットの向上
HighLight FL-ARMレーザは、特に銅溶接ですでに大きな成功を収めています。メーカーがバスバー溶接のようなeモビリティの作業に必要な深溶接を行うために、この成功の規模を拡大しようとすると、「スピードの限界」に突き当たります。
このスピードの限界の原因の1つは、Fθレンズの走査範囲の大きさに制限があることです。これは、レーザが(走査鏡自体を除いて)何も動かさずに溶接を行うことができる領域です。部品や溶接ヘッドの移動には時間がかかるため、走査範囲が小さければ小さいほど、より多くの部品移動が必要となり、加工方法全体のスループットが低下します。
走査範囲を大きくできないのはなぜでしょうか? 問題は、Fθ走査レンズの走査範囲を大きくすることは、焦点距離を長くすることであり、その分焦点サイズも大きくなります(他のすべてが同じであると仮定した場合)。しかし、より深い溶接に必要な材料の溶け込みを実現するには、小さな高輝度スポットが不可欠です。ある時点で、スポットが大きくなりすぎて必要な明るさが得られなくなります。これはアニメーションでご覧いただけます。

入力コリメーターの焦点距離を長くすると、スポットサイズを小さくすることができます。これは、レーザから発散された光を集め、走査光学系を通るように準備するレンズシステムです。そうすることで、システム全体の倍率が減少します。
問題なのは、コリメーターの焦点距離を伸ばすということは、つまりレーザ光源を遠ざけるということです。そしてある時点で、発散したレーザビームは物理的に直径が大きくなりすぎて、部分的に切断されることなくコリメーターと走査光学系を通過することができなくなります。これは望ましくないことです。なぜなら、レーザ光を放出すると集束スポットの輝度が低下し、同じ問題に戻ることになるからです。
ここでの解決策は、まずレーザ光源の発散を減らすことです。または光学用語で言えば、ビーム発散角の指標である開口数(NA)を下げます。これにより、光の損失なしにより長い焦点のコリメーターを使用することができます。その結果、より長い焦点距離(より広い視野)のFθ走査レンズを使用できます。この組み合わせにより、広い走査範囲で小さい集光スポット(高輝度)が得られます。問題が解決しました。
ただし、出力を下げることなく、または出力における他の劣化を生じることなく、ファイバーレーザのNAを大幅に下げることは、それほど簡単ではありません。Coherentがそれを成し遂げた最初の、そして現在唯一の企業である理由はここにあります。また、新しい低倍率HIGHmotion 2D加工ヘッド、特に新しい低NA HighLight FL-ARMレーザとの組み合わせが、深溶け込み銅溶接をより速くできる理由です。
詳細については、Coherent HIGHmotion 2DおよびCoherent HighLight FL-ARMレーザをご覧ください。