EV 생산을 위한 더 빠른 구리 용접
신형 Coherent HIGHmotion 2D 원격 용접 헤드와 Coherent HighLight FL-ARM 레이저는 모두 넓은 작업 영역에서 깊은 구리 용접을 가능하게 합니다.
2023년 9월 12일, 작성: Coherent

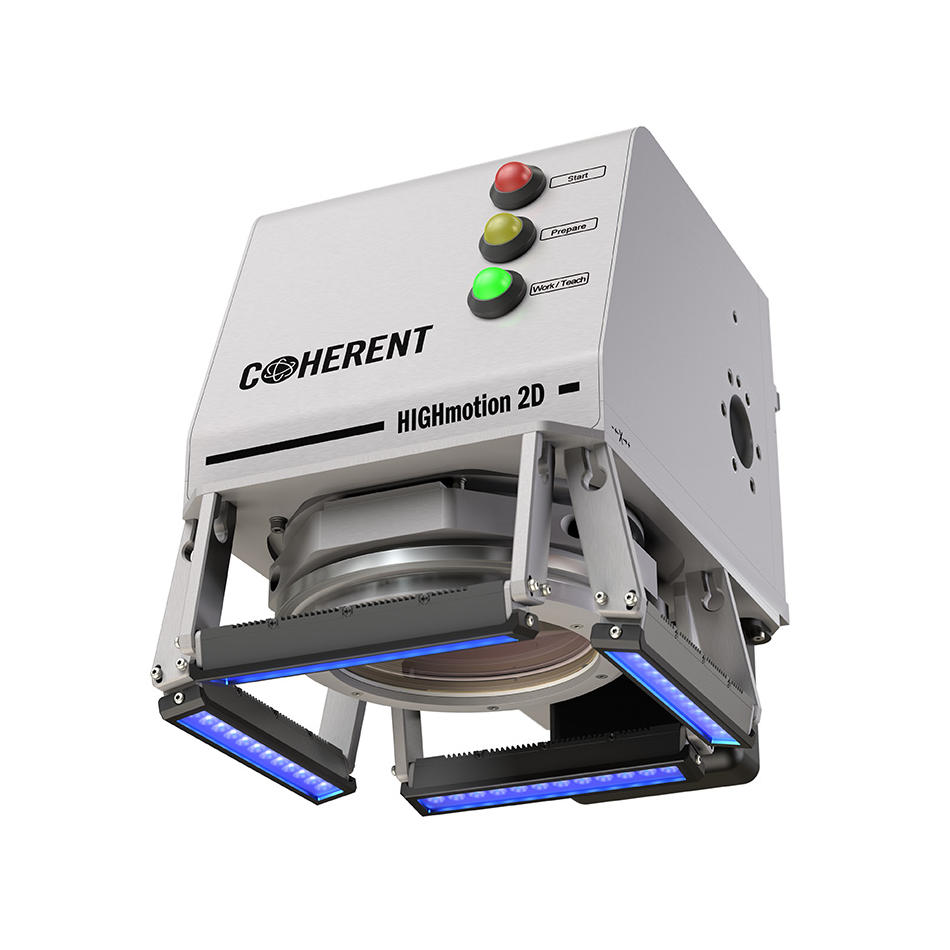
HIGH-motion 2D 가공 헤드는 탁월한 광학 성능과 뛰어난 작동 안정성을 겸비하여 비용 효율적인 생산 용접을 수행할 수 있습니다.
Coherent에서 출시한 두 가지 신제품은 넓은 스캔 필드(100mm x 140mm)에서 깊은 구리 용접(3mm 초과)을 가능하게 합니다. 시스템이 공정 헤드나 구성 요소를 물리적으로 이동하지 않고도 넓게 분리된 위치에서 여러 용접 작업을 완료할 수 있으므로 버스바와 같은 대형 부품의 고속 가공이 가능합니다.
이러한 신제품 중 첫 번째 제품은 기존 Coherent HIGHmotion 2D 원격 용접 헤드를 확장하여 더 낮은 배율 옵션을 포함합니다. 낮은 개구수(NA) 파이버 레이저와 함께 사용하면 배율이 낮은 HIGHmotion 2D 헤드는 초점 이동을 최소화하면서 더 큰 스캔 영역에 대해 작고 고휘도의 초점이 맞춰진 레이저 스폿을 제공합니다. 고휘도는 구리에 깊은 용접을 수행하는 데 매우 중요합니다. 그렇지 않은 경우 적외선 레이저로는 달성하기 어려운 작업입니다. 이 접근 방식은 더 큰 공정 범위를 제공하여 더 안정적이고 강력하며 반복 가능한 공정을 수행할 수 있습니다.
신형 저배율 HIGHmotion 2D는 위치 지정 정밀도, 높은 출력 안정성, Coherent HIGHvision 및 SmartSense+와의 호환성 등 업계에서 입증된 레이저 용접 스캐너의 모든 기능을 유지합니다.
두 번째로 소개할 제품은 HighLight FL-ARM 파이버 레이저의 낮은 개구수(NA) 버전입니다. 이는 저배율 HIGHmotion 2D에서 최적의 성능을 위해 필요한 낮은 NA 입력 빔을 정확하게 제공합니다. 또한 중앙 및 링 빔의 출력을 별도로 제어하고 변조하는 ARM 레이저 기능이 추가되었습니다. 이 기능은 구리 용접 시 스패터를 제거하는 데 유용한 것으로 입증되었습니다. 또한 HighLight FL-ARM은 후면 반사에 대한 탁월한 내성을 제공하여 작동 안정성을 더욱 향상시킵니다.

Coherent HighLight™ FL-ARM 시리즈 멀티 킬로와트 파이버 레이저는 다양하고 까다로운 용접 작업에서 우수한 결과를 제공합니다.
깊은 용접의 처리량 향상
HighLight FL-ARM 레이저는 특히 구리 용접 분야에서 이미 엄청난 성공을 거두었습니다. 제조업체는 버스바 용접과 같은 e-모빌리티 작업에 필요한 깊은 용접을 생산하기 위해 이러한 성공을 확대하고자 노력하면서 “속도 제한”에 직면하게 됩니다.
이러한 속도 제한의 원인 중 하나는 F-theta 렌즈 스캔 필드의 제한된 크기입니다. 이는 레이저가 이동 없이 용접을 생성할 수 있는 영역입니다(스캔 미러 자체 제외). 부품이나 용접 헤드를 이동하는 데는 시간이 걸리므로 스캔 필드가 작을수록 부품 모션이 더 많이 필요하고 전체 공정 처리량이 느려집니다.
스캔 필드를 더 크게 만들지 못하는 이유는 무엇일까요? 문제는 Ftheta 스캔 렌즈의 필드 크기를 늘리면 초점 거리가 늘어나 초점이 맞춰진 스폿 크기도 더 커진다는 점입니다(다른 모든 항목이 동일하게 유지된다는 가정하에). 그러나 더 깊은 용접에 필요한 재료 침투를 달성하려면 작은 고휘도 스폿이 필수적입니다. 특정 시점에서 스폿이 너무 커서 필요한 밝기를 제공할 수 없게 됩니다. 이는 애니메이션에 설명되어 있습니다.

입력 시준기의 초점 거리를 늘려 스폿 크기를 다시 줄일 수 있습니다. 이는 레이저에서 발산되는 빛을 모아서 스캔 광학 장치를 통과할 수 있도록 준비하는 렌즈 시스템입니다. 이를 통해 전체 시스템의 배율이 낮아집니다.
문제는 시준기 초점을 늘리면 레이저 소스가 더 멀리 이동한다는 것입니다. 특정 시점에서는 발산하는 레이저 빔의 직경이 물리적으로 너무 커져 부분적으로 차단되지 않고 시준기와 스캔 광학 장치를 통과할 수 없게 됩니다. 레이저 광을 방출하면 초점이 맞춰진 스폿의 밝기가 낮아지고 다시 원점으로 돌아가게 되므로 이는 바람직하지 않습니다.
여기서 해결책은 우선 레이저 소스의 발산을 줄이는 것입니다. 또는 광학 용어로 빔 발산 각도를 측정하는 개구수(NA)를 낮추는 것입니다. 이를 통해 광 손실 없이 더 긴 초점의 시준기를 사용할 수 있으며, 결과적으로 더 긴 초점 거리(더 넓은 시야)의 F-theta 스캔 렌즈를 사용할 수 있습니다. 이 조합은 넓은 스캔 필드에 걸쳐 작은 초점 스폿(고휘도)을 제공합니다. 문제가 해결되었습니다.
그러나, 출력을 줄이거나 출력을 저하시키지 않고 파이버 레이저의 NA를 크게 낮추는 것은 쉬운 일이 아닙니다. 이것이 바로 Coherent가 이를 달성할 수 있는 최초이자 현재 유일한 기업인 이유입니다. 또한 신형 저배율 HIGHmotion 2D 공정 헤드가 특히 신형 낮은 NA HighLight FL-ARM 레이저와 결합될 때 깊은 구리 용접을 더 빠르게 만드는 이유이기도 합니다.
Coherent HIGHmotion 2D 및 Coherent HighLight FL-ARM 레이저에 대해 자세히 알아보십시오.