白皮书
医疗器械挑战: 异种金属细丝焊接
综述
不锈钢或镍钛合金是医疗器械中常用的材料。 Coherent 高意的应用专家针对这种难以焊接的细丝材料,开发了一种安全焊接的工艺。 该过程甚至可以在不破坏任何塑料涂层的情况下进行
医疗器械的微焊接
激光焊接广泛用于制造医疗器械(如植入物或内窥镜设备),通常用于连接精密部件。 如果所需焊接的部件是由难以焊接的材料制成的非常细的细丝,这会变得非常有挑战性。 典型材料包括不锈钢、镍钛合金或钛,因为它们具有生物相容性、耐腐蚀且易于灭菌。 如果要进行异种材料连接,将变得更加困难。 激光器是此任务的首选工具(如果不是唯一工具)。 此类材料的焊接不得损害其所需的物理特性,例如镍钛合金的记忆特性。
连接细丝时,要求实现零间隙;它们必须精确地相互对接,因为不使用填充金属,即使是很小的间隙也可能太大而无法实现可靠的连接。 因此,激光光束也必须精确聚焦。 虽然第一个问题可以通过夹具得到解决,但后一个任务需要通过自动视觉系统来对齐激光焦点位置。
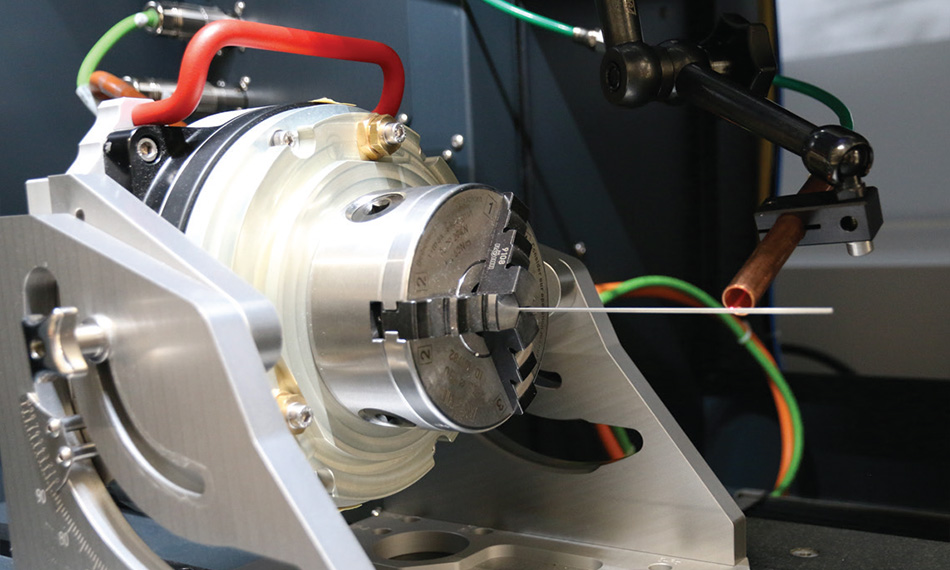
图 1: 细丝焊接设置: 需要焊接的部件固定在管材上。 保护气体通过 8 mm 黄铜管吹入。
使用 ExactWeld 430 进行焊接
焊接直径小至 25 µm (0.001”) 的细丝需要对焊点精确施加能量。 必须以受控和可重复的方式传输很小的脉冲能量。 这种激光脉冲的持续时间和脉冲波形起着至关重要的作用。
Coherent 高意的 ExactWeld 430 机器是满足所有这些要求的精密激光焊接成套式解决方案。 该工作站包含一个集成式光纤激光源(Coherent 高意 StarFiber)。 ExactWeld 的典型激光器配置的输出功率范围为 100 W 到 600 W 之间。 凭借可重复的脉冲调制宽度,可以产生毫焦耳能量级别的激光脉冲。 激光光束由振镜扫描头或固定式焊接光学系统进行传输。 该工作站还包括一个用于控制和供应保护气体的系统。 同样重要的是,1 类激光器外壳符合最新的人体工程学准则。
在处理如此微小尺寸的零件时,视觉系统和照明起着至关重要的作用。 正确优化后,视觉系统可实现自动化处理,举例来说,这意味着如果间隙过大,焊接间隙控制就会停止焊接过程。
在加工之前,将线材放置在指定的夹具上。 该夹具对于在焊接过程中保持线材精确就位至关重要。 该工作站有多种可以使夹具机械夹紧零件的选项。 它支持多达四个自由度(x、y、z 和旋转)。 用户友好的软件可以对系统进行控制,系统还具有工厂自动化功能(支持工业 4.0/物联网),以提高小型金属零件焊接的质量、产量和吞吐量。 所有加工零件都可以记录下来以便进行追溯: 数据可能包括零件号、时间戳和某些图像。
“正确优化后,视觉系统可实现自动化处理,举例来说,这意味着如果间隙过大,焊接间隙控制就会停止焊接过程。”
25 µm 镍钛合金和不锈钢线材的激光焊接
在Coherent 高意应用实验室进行的最近一项研究中,使用了 ExactWeld 430 来连接由镍钛合金和不锈钢制成的细丝。 选择了多种材料组合:
1) 镍钛合金/镍钛合金
2) 不锈钢 316L/不锈钢 316L
3) 不锈钢 316L/镍钛合金
两根不同的线材在由 PTFE 套管保护的衬板上固定成线卷。 关键目标是在不损坏 PTFE 套管的情况下连接这两根线材。 焊接搭档的直径相等;测试了 d = 25.4 µm 以及一些更大直径的线材。 在所有情况中,都成功完成了任务而没有穿透 PTFE 套管。
一些关键的过程细节如下。 激光器使用了焦距为 100 mm 的 2 倍扩束器。工作距离为 0.5 mm,理论光斑直径为 12.5 µm。 对于 25.4 µm 的直径,用于焊接的激光功率从 30 W 到 50 W 不等,具体取决于材料组合。 脉冲持续时间调整到 0.035 至 0.05 ms 之间,从而得到 1 mJ(用于焊接)至 2.5 mJ(用于切割突出的线材)的脉冲能量。 所有实验均使用流量为 15 l/min 的氩气作为保护气体,黄铜管直径为 8 mm,BAK 4 喷嘴距离为 1.4 mm(见图 2)。
要焊接更粗的线材,可以提高脉冲持续时间,同时将实际激光功率保持在与焊接细丝时相同的水平。 焊完线材后,用一系列更强的脉冲切断阻碍操作的线材末端。
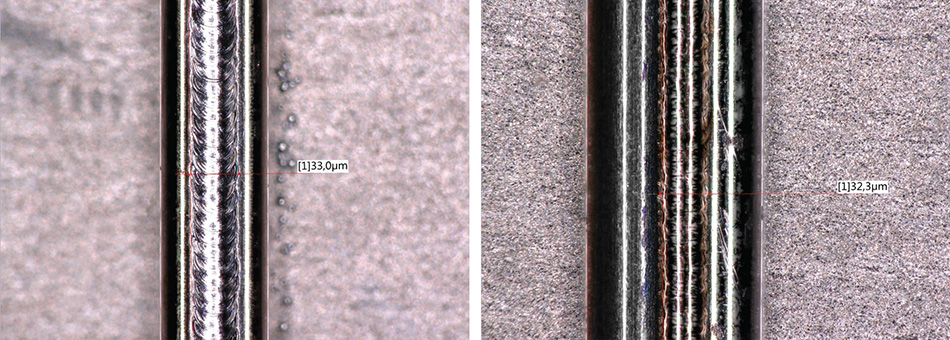
图 2: 镍钛合金与镍钛合金的焊接(左)和镍钛合金与不锈钢的焊接(右)。
研究结果
应用试验表明,100 W StarFiber 激光器的功率足以焊接不同的线材组合。 所有类型的工艺窗口都相当窄。 其峰值功率小于 10 W,脉冲持续时间小于 10 µs。 较高的值会切断线材,而较低的值不会焊接线材。 使用的脉冲形状有助于保持过程稳定。 线材必须保持接触并且不能为间隙搭桥,这一点至关重要。 切割线材时还存在将线材末端焊接到下一根线材的风险。 因此,定位至关重要。
| 峰值功率 [W] | 脉冲持续时间 [ms] | 重复频率 [Hz] | 速度 [mm/min] | 备注 |
| 30 | 0.035 | 30 | 20 | 焊接 |
| 40 | 0.05 | 30 | - | 切割 |
成套式优化解决方案
ExactWeld 工作站由Coherent 高意的应用专家根据所需的应用进行工厂定制。 这种定制不仅包括激光器、工艺控制和自动处理系统,还包括专用夹具(如有必要)。 因此,客户从应用工程师的集体知识和经验中获得了巨大的价值。
通过这种方式,ExactWeld 可以针对各种焊缝类型和几何形状进行优化。 对于接触焊,可以实现直径低至 10 µm 的微小焊点。 至于缝焊,可以在高焊接速度下实现几何形状的微小焊缝。 还可以对自由形式焊接进行编程。 借助旋转台,可以进行无气孔和无裂纹接缝的密封焊接,从而实现防漏焊接。 对于所有系统,全球各地都可以随时获得本地服务和备件供应。
“因此,客户从应用工程师的集体知识和经验中获得了巨大的价值。”
“最近在可靠性、性能和易用性方面的实际改进,有望使其在经济上更具吸引力。”
Coherent 高意是一家垂直整合的制造商,在提供多种不同整合水平的优质产品方面具有无与伦比的能力。 例如,新型 ExactWeld 430 结合了已在许多应用中得到验证的专业 ExactSeries 工作站平台和Coherent 高意的现代 StarFiber 100 至 600 激光子系统。 为了确保可追溯性,可以记录每个零件的部件和工艺详细信息。

图 3: Coherent 高意的 ExactWeld 430 是用于自动焊接任务的 1 类激光设备。
总结
总之,医疗器械制造中最具挑战性的焊接应用之一(焊接细至 25.4 µm (0.001”) 的镍钛合金和不锈钢材质丝线)已经成功完成。 镍钛合金等特殊材料需要很小的工艺窗口;必须可靠且可重复地生成脉冲功率、持续时间和脉冲波形。 由于尺寸很小,因此还需要精确定位工件和聚焦激光。 Coherent 高意的 ExactWeld 430 已经在医疗器械行业的各种其他严苛的焊接应用中日臻成熟。 目前,它已被证明能够为这一难以完成的细丝焊接任务提供出色的解决方案。 最近在可靠性、性能和易用性方面的实际改进,有望使其在经济上更具吸引力。