白皮书
聚合物焊接: 成功的秘诀
相比其他焊接方法,激光聚合物焊接具有若干优点。 但正确实施该方法需要了解该技术,而且,在产品开发周期的早期与知识渊博的设备供应商进行相关讨论通常会获益非凡。
为什么要使用激光焊接?
相比其他聚合物连接技术,激光焊接具有若干优点。 下表总结了其中非常重要的一些优点:
精确 |
激光能量的高度局部应用不会让或很少会让零件变形,能满足严格的尺寸公差要求,还可用于复杂形状的零件。 |
可重复性 |
激光工艺本质上高度一致,可以通过工艺监控设备进行严密调控 |
焊接质量 |
焊缝窄且美观(无飞边),几乎不需要进行后处理。 |
焊接强度 |
激光焊接可提供没有缝隙的牢固焊接,还能够实现气密密封。 |
低污染 |
激光焊接不使用焊料,几乎不产生碎屑。 |
速度 |
该工艺速度快、性能好,适合自动化。 |
但是,要在实践中真正获得所有这些好处,就需要谨慎、正确地实施聚合物焊接工艺。 另外,成本始终是一个因素。 因此,激光聚合物焊接工艺的配置必须具有成本效益,不会影响其他方面。 在开始生产之前,甚至可能早在产品设计周期中,实际上就需要考虑三个关键事项。
选材
首先要考虑的是选材。 对于“穿透式激光焊接”(TTLW) 来说尤其如此,这种焊接是最常用的技术之一。 TTLW 是将一个在激光波长下透明的部件连接到另一个不透明的塑料上。 这两个部件与顶部的透明部件接触。 激光穿过透明部件向下聚焦到不透明部件。 它加热并熔化不透明的部件,使它们连接在一起。
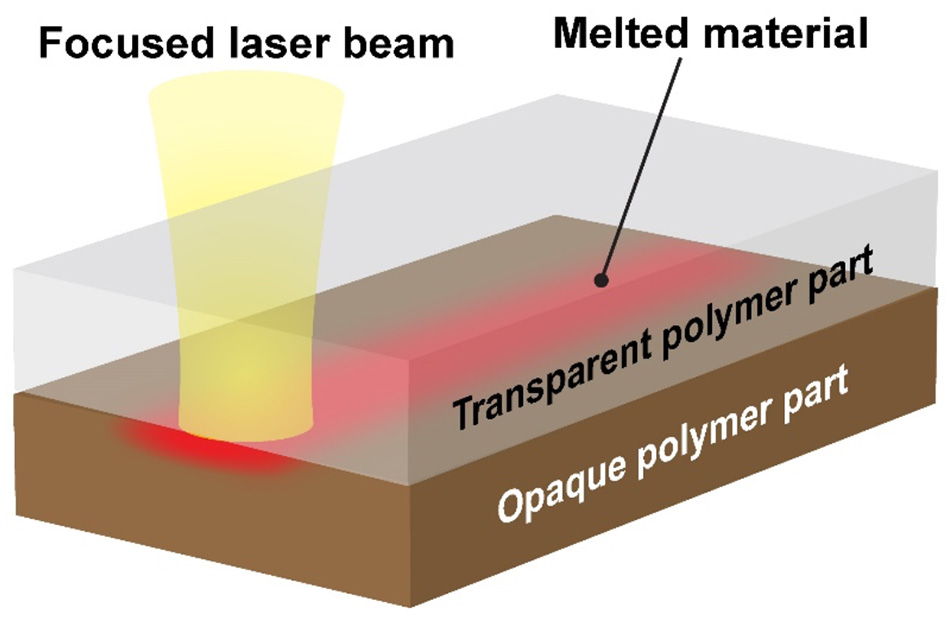
图 1. 在 TTLW 中,激光穿过透明的顶部部件,然后熔化底部,形成粘合。
要使 TTLW 正常工作,必须有一定的温度范围,在该温度范围内,两种聚合物(透明和不透明)都将保持熔融状态(而不是分解)。 这种重叠量越大,工艺窗口就越宽。 更宽的工艺窗口能让生产更容易、更稳健。 该图表总结了哪些常见聚合物组合与激光焊接兼容。
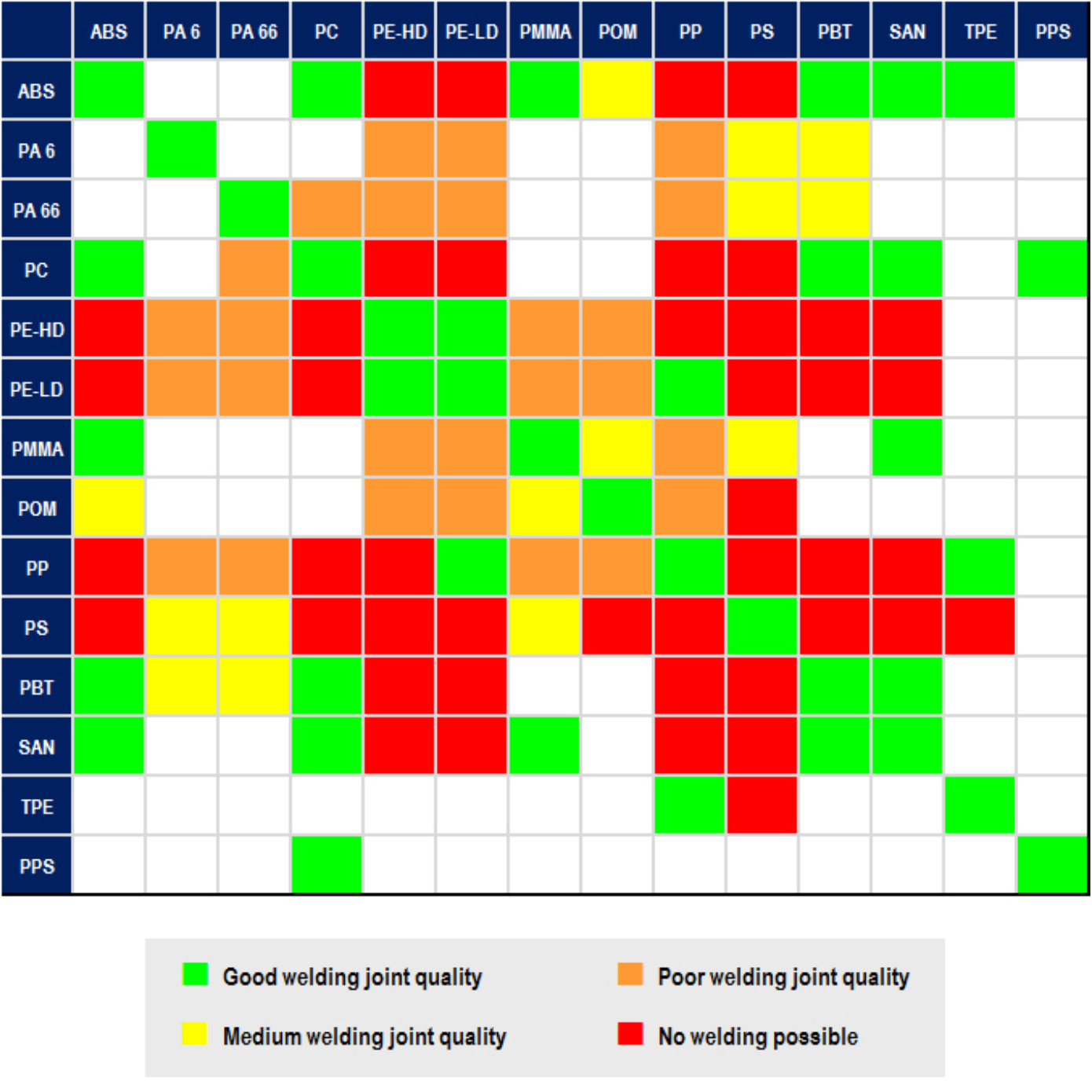
图 2. TTLW 的材料兼容性图表。
制造设计
下一个考虑因素是“制造设计”。例如,一种广泛采用的 TTLW 技术是使用“塌筋”方法的准同步焊接。 在此工艺中,底部部件有一个薄的突出筋,与顶部部件相应的凹槽相匹配。 凹槽比筋要宽一些。
要成功地实施塌筋方法,需要零件设计在适当的位置要有足够的空间,以便在焊接过程能让夹具接合并传递必要的向下力。 不过,夹具的位置还必须让激光束能畅通无阻地进入整个焊接路径。
筋和凹槽的尺寸和形状还必须为焊接过程提供足够的熔融材料,并容纳产生的熔体飞边。 另外,还必须对部件进行设计,以便有足够的塌陷高度。 对于高精度应用,零件设计时还可能必须考虑定位销等对齐特性。 目标是实现具有良好外观的牢固焊接,同时无需修剪或去除飞边等后处理。


图 3. 焊接前后两个聚合物部件的示例。
选择正确的合作伙伴
最后要考虑的是选择合适的系统供应商。 这对于聚合物焊接系统尤为重要,原因有二。 第一个原因是能提供专业激光知识,第二个原因是能协助工艺开发。
需要有丰富的激光系统知识,才能确保为所使用的材料和部件配置选择正确的激光源和光束传输系统。 激光系统必须设计为以一种足以快速焊接部件的方式来传递能量,以实现所需的吞吐量。 但只是投入更多的能量来解决这个问题会增加系统成本。 必须实现更好的平衡。
一个经验丰富的供应商还可以解决在夹具工具、零件处理以及聚合物焊接系统与其他生产设备的机械和软件接口方面存在的各种实际问题。
工艺开发协助很有价值,因为激光焊接通常还有相当大的“参数空间”必须去探索。 如果之前有一定的经验,能够快速确定优异的激光操作条件,并确定必须监测或控制哪些工艺变量以实现所需的产量,则将会非常有帮助。
如果焊接系统供应商能够使用各种不同的激光器,在真实零件样品上切实测试工艺,也会非常有帮助。 理想情况下,供应商的应用实验室甚至可以研制和改进“工艺配方”。显然,这样的话前期成本较高。 但它能够节省资金,因为它可以更快地将系统投入生产,得到更好、更可靠的结果。
最后,激光焊接可实现聚合物零件的精密连接,是一种具有成本效益的方法,适合各种大批量生产。 它可以帮助实现聚合物降低成本、减轻重量的承诺,并在各种产品中提供先进的功能。 除非组织已经具备聚合物焊接方面的专业知识,否则从一开始就与在行的设备供应商合作可帮助其有效地实施。