白皮书
“为电动汽车助力: 使用可调环模光纤激光器进行铜焊接
综述
虽然光纤激光器是焊接的主要激光源,但它们的红外输出会被某些金属(尤其是铜)高度反射,从而影响了它们对这些材料的有效性。 因此,高功率固态绿光激光器已成为铜焊接的一种可能的替代方案,因为这些波长更容易被该金属吸收。 但是,这些绿光激光器具有多种实际限制,最终导致了更高的拥有成本。 本文介绍了最近使用具有高亮度中心光束的新型可调环模 (ARM) 光纤激光器成功执行的铜焊接测试的结果。 与市售 kW 级绿光激光器相比,高亮度 ARM 激光器在这些测试中实现了出色的焊接质量,并在各种焊接速度下具有更好的渗透效果。 这些结果表明,这项技术可以为要求严苛的铜焊接任务带来光纤激光器的全部优势:成本低、可靠且实用。
电动汽车制造
电动汽车制造的蓬勃发展是推动铜焊接解决方案需求显著增长的主要因素。 与其他金属相比,铜具有许多理想的电气、热、机械和成本特性,这就是它在电动汽车(用于电机本身的定子、电池以及配电系统,即汇流排等)中被广泛使用的原因。 而且,其中许多部件和系统的制造都涉及铜焊接。
不过,虽然高导电性和导热性特性可以让铜成为这些应用的理想选择,但同样会给使用传统光纤激光器进行焊接带来挑战。 具体来说,它的电子特性使其在光纤激光器的近红外波长下具有高反射性。 此外,它具有出色的导热性,因此需要输入大量激光能量才能熔化材料并开始焊接过程。
因此,在使用传统光纤激光器时,通常需要非常高的功率才能达到开始熔化材料所需的功率密度。 但是,这种“蛮力”方法会使焊接过程变得不稳定,并且对工作表面的微小变化极为敏感。 特别是,存在的局部表面氧化或小规模表面结构不均匀性会导致过程不稳定。 最终,可能会造成焊缝不一致、表面质量很差并且会出现气孔。
固态绿光激光器
铜的绿光吸收率比近红外光吸收率高出近一个数量级。 来自绿光激光器的能量可以更有效地耦合到工件中,从而实现比传统光纤激光器更稳定且更不敏感的过程。 因此,一些制造商正在使用高功率固态绿光激光器,而更多制造商正在对其进行评估。
不过,在电动汽车制造中部署高功率绿光激光器存在一些重大的实际问题。 一些问题源于这些绿光激光器本身的固有特性和结构。
用于固态绿光纤维或盘形激光器的激光材料可产生近红外光;使用倍频功能将红外光转换为绿光输出。 虽然该工艺在低功率(亚 kW 级)应用中广泛采用并取得了巨大成功,但在大多数工业铜焊接任务所需的数 kW 功率水平上,它开始遇到一些困难。 具体来说,变频过程本身的效率只有 50% 左右。 因此,需要 4 kW 单模红外激光器才能产生 2 kW 的绿光输出功率。 未转换的能量将变为热量,必须通过水冷散热器排除。 这使得这些激光器的能源效率低下(更高的电力消耗导致更高的运行成本),并且需要大量的冷却水。 此外,由于使用高功率,倍频晶体会在经过一段时间后发生退化,如果不仔细管理,可能会产生可靠性和停机问题。 一些设计利用复杂的光束偏移器和晶体温度稳定器对此进行补偿。
“…需要 4 kW 单模红外光激光器才能产生 2 kW 的绿光输出功率。”
绿光激光器的另一个实际问题是用于光束传输的标准光纤更容易因绿光而变暗,从而缩短其有效使用寿命。 用于绿光的专用光纤可以克服这个问题,但价格更高且不易获得。 变暗效果还随着纤维长度的增加而增强。 由于这一问题,目前的光纤长度不能超过 10 m,这降低了激光器在生产环境中的布置灵活性。 此外,市售的绿光高功率连续波激光器的输出功率上限目前限制为 2 kW。
大多数工业激光器均输出近红外光,因此支持它们的整个基础设施都基于此波长。例如,绿光激光器加工头的可用选择有限,并且通常需要定制。 同样,辅助透镜、保护罩玻璃等光学元件也多用于红外激光器。 因此,已经使用红外激光器的制造商可能需要保持更大的备件和消耗品库存,以便在其操作中适应绿光激光器的使用,而不会出现服务延迟和停机。
HighLight™ ARM 光纤激光器
光纤激光器的电效率比固态绿光激光器高得多。 也就是说,为了提供给定的输出功率,它们需要更少的电力并产生更少的废热。 这降低了拥有成本并简化了冷却。 另外,光纤激光器非常可靠。 而且,它们的红外输出可即时通过光纤进行传输。 但是,由于前面所述的问题,尽管有这些理想特性,它们并没有被广泛用于铜焊接。
Coherent 高意几年前推出了 HighLight 系列可调环模 (ARM) 光纤激光器,将这些光源成本低且实用的优势引入传统技术无法充分实现的应用中。 通常,在这些任务中必须仔细控制工作表面的功率空间分布和功率密度,以产生良好的焊接质量(减少飞溅、显著减少裂纹并降低孔隙率)。 典型示例包括镀锌钢的零间隙焊接、动力总成部件的低飞溅焊接以及在不使用填充焊丝的情况下无裂纹铝制悬挂部件的焊接。
空间功率分布的这种精确控制是通过 ARM 激光器的独特输出光束实现的,该光束包含一个中心光斑,周围是另一个同心激光环。 中心和环内的功率可以根据需要独立调整和调制,从而实现对熔池动力学的精细控制。
Coherent 高意的 HighLight ARM 激光器可提供不同的中心/环比率和功率水平,可针对特定应用进行定制。 中心的直径可配置为 22 µm 至 100 µm,环外径可配置为 140 µm 至 200 µm。
对于铜焊接,需要高强度、高功率的中心光束。 这提供了轻松熔化材料所需的能量,尽管它的吸收系数相对较低,而环形光束有助于稳定匙孔。 结果是,无论工件的表面变化如何,都可以始终如一地开始和维持焊接过程,从而克服传统光纤激光器的局限性。

图 1: HighLight FL4000CSM-ARM 光纤激光器。
“对于铜焊接,需要高强度、高功率的中心光束。”
铜焊接结果
Coherent 高意应用工程师使用 ARM 激光器进行了一系列铜焊接测试,该激光器具有直径为 22 µm 的高亮度中心光束和内径/外径为 100 µm/170 µm 的环形光束。 使用放大倍率为 1.4 的远程加工头聚焦激光,并使用氮气作为保护气体和横向射流。 焊接的材料是纯铜。 所有测试的激光功率均为 4 kW,中心为 1.5 kW,环为 2.5 kW。 照片(图 2)显示了实验装置。
通过改变焦点位置,最后确定焦点设置到材料表面上方 1.5 mm 时的焊接质量最好。 具体来说,此位置是焊透深度和焊接质量之间的适宜折衷。 如果直接聚焦在材料表面上,ARM 激光器会产生更深的焊透深度,但由此产生的焊缝表面质量和飞溅对于典型的电动汽车应用来说是不够的。 使用适宜光束焦点位置(表面上方 1.5 mm)时,工作表面上的光束轮廓如图所示。
“红外 ARM 激光器提供 2 倍的焊透深度”
图中描绘了刚才所述条件下厚度为 2 mm 的铜上焊透深度与速度的关系。 为了进行比较,还在相同条件下测试了 2 kW 绿光激光器。 因为 4 kW 红外光纤激光器仅产生 2 kW 的绿光输出,因此使用了较低的绿光功率。 比较结果表明,红外 ARM 激光器在不同焊接速度下可得到两倍的焊透深度。
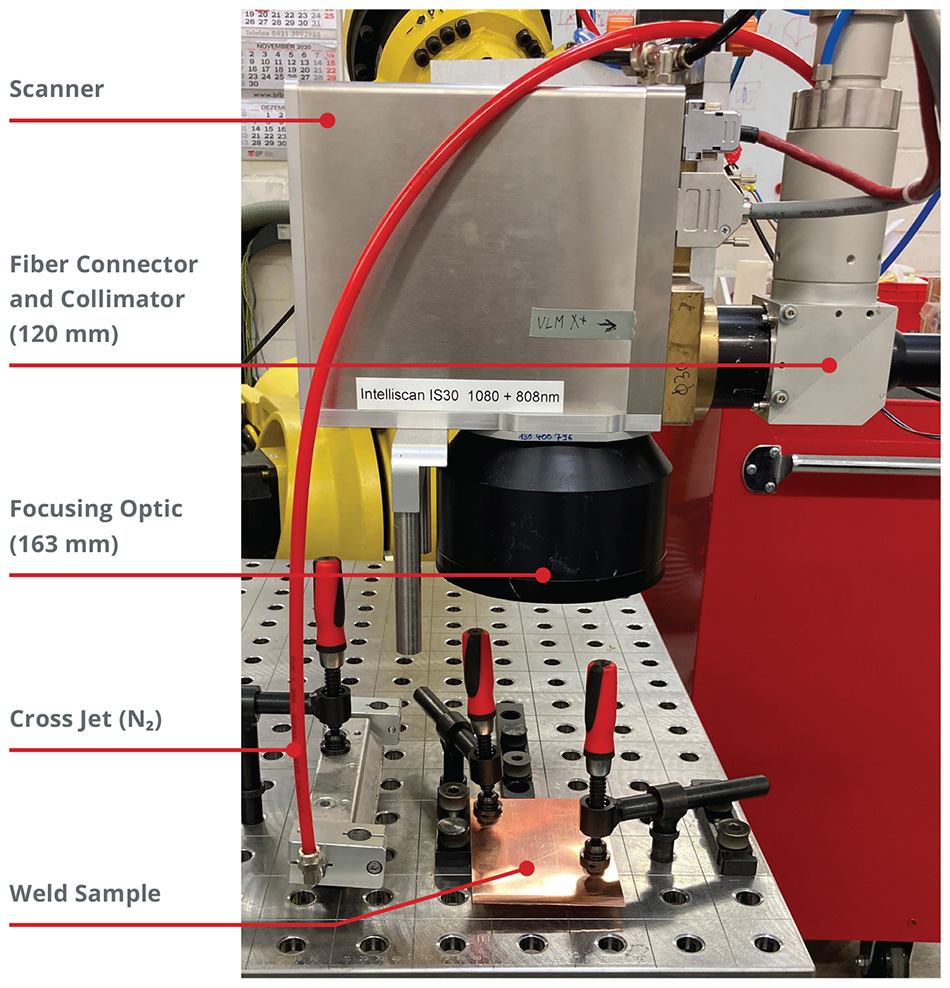
图 2: 配备扫描头和屏蔽喷嘴的高亮度 ARM 光纤激光器焊接站。
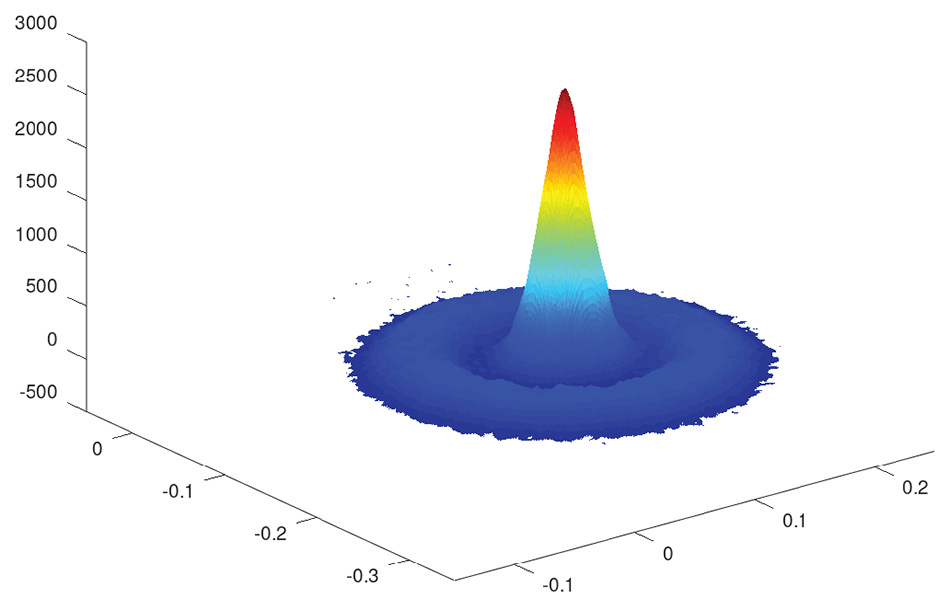
图 3: 激光聚焦在工作表面上方 1.5 mm 时 ARM 在工作表面的光束轮廓(中心 1.5 kW,环 2.5 kW)。
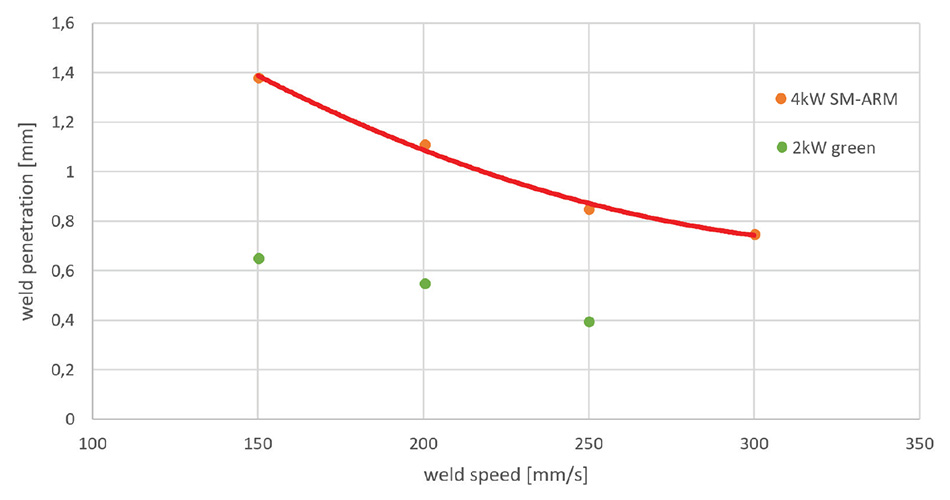
图 4: 与 2 kW 绿光光纤激光器相比,4 kW 高亮度 ARM 的焊透深度。
焊接效率
还测量了 ARM 激光器的焊接效率,并与之前公布的 2 kW 绿光激光器的焊接结果进行了比较。 两个焊缝均使用氮气作为保护气体。 已公布的绿光激光器相关数据显示,(恒定)焊缝横截面为 0.5 mm²,穿透深度约为 1 mm。ARM 激光器的配置也能达到同样的效果。 具体来说,这需要 3.5 kW 的输出功率和 300 mm/s 的焊接速度,相比而言,2 kW 绿光激光器的焊接速度为 200 mm/s。 对这些结果进行归一化后,得到的 ARM 激光器线性激光功率为 10 J/mm,相比之下,绿光激光器的线性激光功率为 11.8 J/mm。 因此,绿光激光器的焊接效率略高。 不过,尽管效率存在这一微小差异,但 ARM 激光器提供的总功率更高,因此能够以高得多的焊接速度工作。
表面质量
另一个重要的考虑因素是表面质量。 传统光纤激光器能够焊接铜,但对表面质量的变化非常敏感。 照片显示了高亮度 ARM 激光器在喷砂和抛光铜表面上焊接的焊道。 该工艺在两个表面上都保持稳定,焊接质量没有变化。
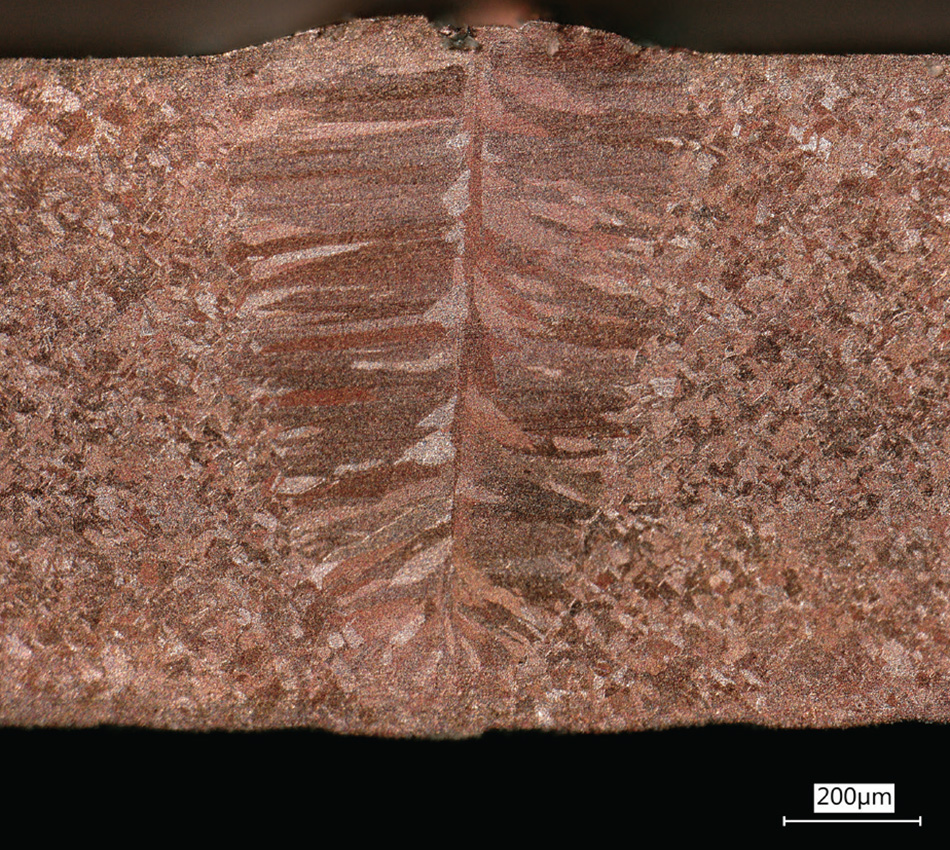
图 5:输出功率为 3.5 kW、焊接速度为 300 mm/s 的高亮度红外 ARM 激光器产生的铜焊缝横截面。
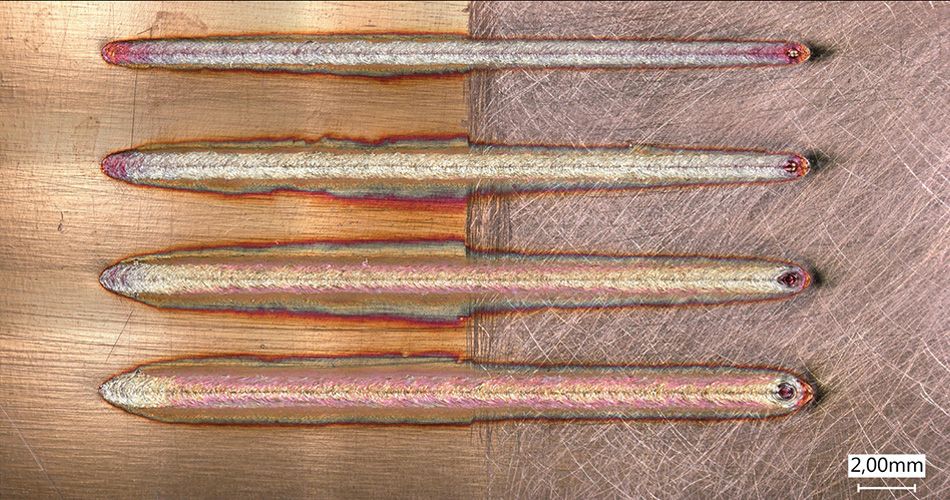
图 6:图 6: 光滑和喷砂铜表面上使用 4 kW ARM 激光器以不同速度(从上到下 300-150 mm/s)得到的一致焊道
