WHITEPAPER
Dauerhafte Beschriftung medizinischer Instrumente und Implantate aus Edelstahl ohne Nachbehandlung
Überblick
Ein optimiertes Pikosekunden-Lasersystem bietet eine schlüsselfertige Lösung für die dauerhafte und eindeutige Beschriftung von Instrumenten aus Edelstahl (UDI). Sie liefert eine kontaminationsfreie, oberflächennahe Beschriftung mit sehr hohem Kontrast und hat nicht die Korrosions-/Passivierungs- und Verblassungsprobleme, die bei der herkömmlichen thermischen Laserbeschriftung auftreten.
Obligatorische UDI-Beschriftung
Die Medizintechnik sieht sich zunehmend mit der Notwendigkeit konfrontiert, ihre Produkte mit dauerhaften Beschriftung zu versehen. Die Vorteile der Beschriftung liegen in der Verhinderung von Fälschungen, der Rückverfolgbarkeit von Produkten, der langfristigen Qualitätskontrolle, der Verhinderung von Rückgabebetrug und der Regulierung des Vertriebs. Noch wichtiger ist, dass die Beschriftung von Medizinprodukten sowohl auf dem US-amerikanischen als auch auf dem EU-Markt immer mehr zur Pflicht wird. In den USA heißt es beispielsweise: „Ein Produkt der Klasse II, das mit einer UDI gekennzeichnet werden muss, muss eine UDI als dauerhafte Kennzeichnung auf dem Produkt selbst tragen, wenn es sich um ein Produkt handelt, das zur mehr als einmaligen Verwendung und zur Wiederaufbereitung gemäß § 801.45 bestimmt ist.“ Diese Vorschrift umfasst somit Werkzeuge und Geräte aus Edelstahl für den einmaligen und mehrmaligen Gebrauch, wobei sich der Begriff „Aufbereitung“ üblicherweise auf das Autoklavieren bezieht.
Zu den häufig verwendeten Edelstahllegierungen für medizinische Instrumente gehören 1.4021, 1.4301 und 1.4305. Diese Stähle haben eine natürliche Passivierung der äußeren Oberfläche aus Chromoxid, die Korrosion bei wiederholtem Autoklavieren verhindert. Diese Passivierung kann durch maschinelle Bearbeitung, Schleifen, Polieren oder andere Verfahren bei der Herstellung der Instrumente beeinträchtigt werden. Das Endprodukt wird dann mit einer Zitronensäure- oder sogar Salpetersäurelösung repassiviert, wodurch die (nicht oxidierten) Eisenpartikel von der äußeren Oberflächenschicht entfernt werden.
Bei Medizinprodukten aus diesen harten Stählen besteht die Herausforderung darin, ein Verfahren zu finden, das eine Markierung erzeugt, die mehrere Schlüsselkriterien erfüllt: Erstens muss sie einen hohen Kontrast aufweisen, damit sie aus allen Winkeln erkannt werden kann. Zweitens muss sie dauerhaft sein, was in diesem Fall bedeutet, dass sie bei regelmäßiger Handhabung und Verwendung oder bei späterer Re-Passivierung und wiederholtem Autoklavieren nicht verblassen darf. Außerdem sollte die Beschriftung unter der Oberfläche liegen und kein Oberflächenrelief aufweisen, das Verunreinigungen oder Reizungen/Entzündungen während des Gebrauchs verursachen könnte. Zusätzlich sollte die Beschriftung auf konturierten Oberflächen anwendbar sein. Weiterhin sollte das Beschriftungsverfahren an sich keine zusätzliche Passivierung erforderlich machen. Und schließlich sollte der gesamte Prozess automatisiert und kosteneffizient sein. In diesem Whitepaper stellen wir ein Verfahren und eine Reihe von vollwertigen Beschriftungswerkzeugen auf der Basis von Pikosekundenlasern vor, die endlich jedes einzelne dieser Schlüsselkriterien erfüllen.
„Die Passivierung wiederum führt in der Regel dazu, dass diese Art von Beschriftung verblasst.“
Einschränkungen der klassischen Laserbeschriftung
Die Idee der Laserbeschriftung ist nicht neu – sie wird seit Jahrzehnten in zahlreichen Industriezweigen zur Herstellung verschiedener Arten von Beschriftungen verwendet. Kohlendioxid-Laser (CO2-Laser), Festkörper-Nanosekundenlaser (DPSS-Laser) und Dauerstrich-Faserlaser werden je nach Material weiterhin für diesen Zweck eingesetzt. Bei diesen verschiedenen Laserbeschriftungsanwendungen geht es entweder darum, eine Veränderung im Inneren des Materials, eine Farbänderung auf einer Oberfläche oder eine makroskopische Veränderung des Oberflächenreliefs (z. B. Gravur) oder der Textur zu erzeugen, die leicht sichtbar ist. Einige dieser Verfahren werden auch in anderen Bereichen des Medizinmarktes, z. B. in der Pharmazie, eingesetzt. Bei medizinischen Instrumenten aus Edelstahl besteht das Problem darin, dass diese etablierten Laserverfahren alle über einen photothermischen Prozess Beschriftungen erzeugen. Kurz gesagt, ein eng fokussierter Laserstrahl liefert intensive Wärme in einer sehr lokalisierten Weise und erhöht die Materialtemperatur, um eine Art von Veränderung zu erzeugen. Ein CO2-Laser beschriftet zum Beispiel verschiedene Substrate, indem er das Material schmilzt und abkocht, um ein Oberflächenrelief zu erzeugen.
Einige dieser Laser wurden bereits mit unterschiedlichem Erfolg für die „permanente“ Beschriftung von Medizinprodukten aus Edelstahl untersucht. Bislang wurden die besten Ergebnisse mit Nahinfrarot-Lasern aus Faserlasern oder DPSS-Nanosekundenlasern erzielt, um schwarze Beschriftungen zu erzeugen. Diese Beschriftungen weisen im Allgemeinen einen hohen Kontrast auf. Das schwarze Aussehen ist jedoch in erster Linie auf die Bildung einer äußeren Oxidschicht zurückzuführen – die Laserpulse erhitzen das Metall so stark, dass es mit dem Sauerstoff der Umgebungsluft reagiert. Diese Oxidation beeinträchtigt die Korrosionsbeständigkeit der Oberfläche, so dass eine erneute Passivierung nach dieser Art der Beschriftung unvermeidlich ist. Dadurch verblasst die Beschriftung jedoch in der Regel wieder. Und bei Produkten, die mehrfach verwendet werden, besteht die größte Einschränkung darin, dass diese Oxidbeschriftungen auch bei wiederholtem Autoklavieren verblassen. Bei bestimmten automatischen Lesegeräten liegt der Kontrast schließlich unter der wahrnehmbaren Schwelle.
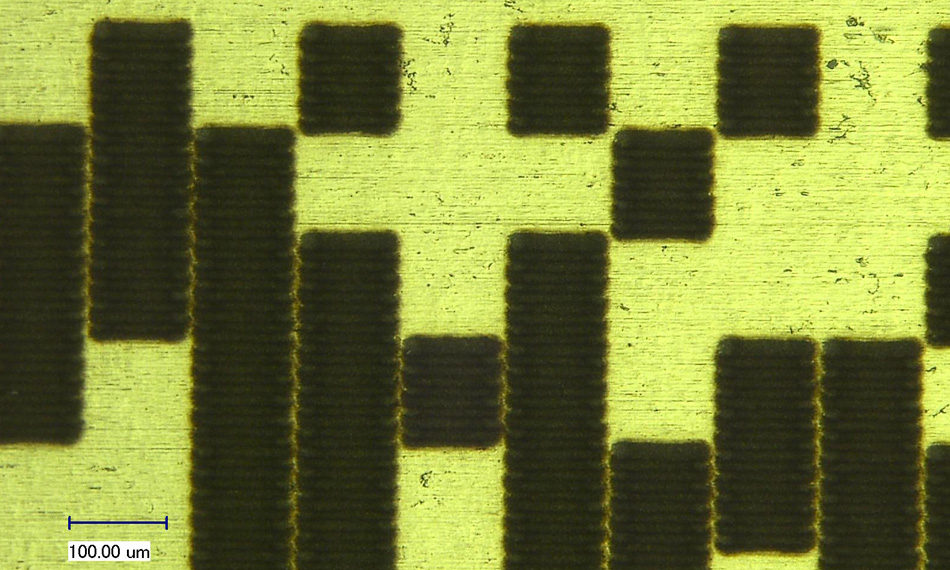
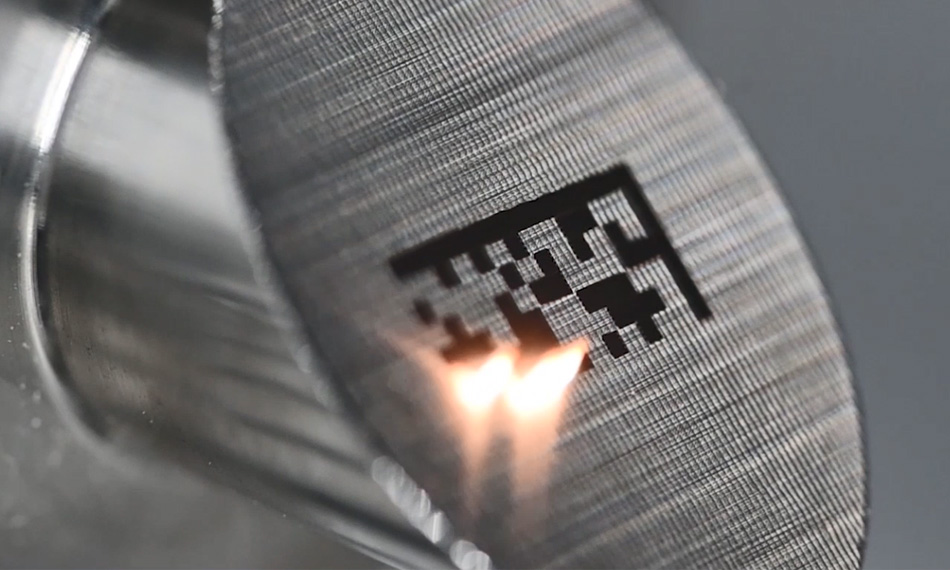
Abbildung 1: Ein Beispiel für ein kleines zweidimensionales Strichcodezeichen auf Metall, wie es in der Automobilindustrie verwendet wird.
Pikosekunden-Laserbeschriftung
Pikosekundenlaser zeichnen sich durch ihre außergewöhnlich kurze Pulsdauer aus: eine Pikosekunde entspricht 10-12 Sekunden. Daraus ergeben sich zwei Konsequenzen. Erstens ist die Pulsdauer in der Regel kürzer als die Zeit, in der die Wärme aus der Wechselwirkungszone des Lasers abfließen kann, selbst bei Metallen. Die thermischen Randeffekte im Vergleich zu Nanosekundenlasern sind somit deutlich geringer. Bei Pikosekundenlasern wird ein wesentlich höherer Anteil der Gesamtlaserleistung für den Materialabtrag verwendet, anstatt unerwünschte Wärme zu erzeugen. Zweitens ist das Verhältnis von Spitzenleistung zu mittlerer Leistung bei einem Pikosekundenlaser etwa tausendmal höher, weil die Pulsbreite tausendmal kürzer ist als bei einem Nanosekundenlaser.
Diese hohe Spitzenleistung ermöglicht einzigartige Wechselwirkungen zwischen dem Laser und dem Substrat, einschließlich der Multiphotonenabsorption, bei der das Material in einem relativ kalten Prozess direkt zerstäubt und nicht durch Sieden bis zur Verdampfung erhitzt wird. In der Automobilindustrie hat dies zum Einsatz von Pikosekunden-Lasern geführt, um Metallteile direkt mit 2D-Strichcodes zu kennzeichnen (siehe Abbildung 1), wobei es darauf ankommt, dass der Strichcode mit der Nutzung nicht verblasst. Mit einer ähnlichen Methode werden hervorragende Ergebnisse bei Aluminiumgehäusen für Tablet-Computer und andere kompakte elektronische Handgeräte erzielt. Und seit kurzem werden Pikosekundenlaser zur Beschriftung von Saphirwafern – einem bekanntermaßen schwer zu beschriftenden Material – für die Herstellung heller LEDs eingesetzt.
Angesichts der Einschränkungen bei der Beschriftung von medizinischen Instrumenten aus Edelstahl mit Lasern mit längeren Pulsen haben sowohl die Hersteller von Lasersystemen als auch einige frühe Anwender in der Medizintechnikindustrie kürzlich die Verwendung von Pikosekundenlasern für diesen Zweck untersucht.
Bei Coherent haben wir intensiv an der Optimierung der Edelstahlbeschriftung mit unserem Rapid NX Pikosekundenlaser gearbeitet. Dieser Laser verfügt über eine durchschnittliche Leistung von 7 Watt, eine Pulsbreite von <15 Pikosekunden und eine maximale Pulswiederholrate von 1 MHz. Abbildung 2 zeigt typische Beschriftungen, die mit diesem Laser auf 1.4301-Stahl erzeugt wurden. Auf den ersten Blick sehen diese Beschriftungen ähnlich aus wie die schwarzen Beschriftungen, die mit Nanosekundenlasern erzeugt werden. Ihre tatsächliche Struktur ist jedoch ganz anders. Bei Nanosekundenlasern entsteht das schwarze Erscheinungsbild von Laserbeschriftungen auf Stahl in erster Linie durch eine Veränderung der Zusammensetzung der Oberflächen- und Unterschichten, nämlich die Bildung eines schwarzen Oxidmaterials. Bei der Pikosekunden-Laserbeschriftung scheint eine wesentliche Ursache für das kontrastreiche schwarze Erscheinungsbild eine Veränderung der Nanostruktur unter der Oberfläche zu sein, die zu einem effizienten Lichteinfang und einer Lichtabsorption führt, ohne dass sich die Materialzusammensetzung wesentlich ändert.

„Periphere thermische Effekte sind im Vergleich zu Nanosekunden-Lasern stark reduziert“.
Abbildung 1: Einige Beispiele für schwarze Beschriftungen auf Stahl 1.4301, die mit einem Coherent Rapid NX Pikosekundenlaser erzeugt wurden.
Mikrostrukturierte Oberflächen, die Reflektionen unterdrücken, sind nicht ganz neu. Seit vielen Jahren setzt das Militär die Mikrostrukturierung von Metalloberflächen ein, um Hochfrequenzstrahlung abzufangen und so die Tarnkappenfähigkeit (Radarumgehung) von Flugzeugen zu verbessern. Und viele Insekten nutzen dies in kleinerem Maßstab, um sichtbares Licht einzufangen, weshalb die Ergebnisse in militärischen Produkten oft als „Mottenaugen“ bezeichnet werden. Wir lassen derzeit von einer akademischen Einrichtung eine gründliche Untersuchung der durch den Pikosekundenlaser erzeugten Nanostrukturierung durch Dritte durchführen, da ein detaillierteres Verständnis zu weiteren Verbesserungen der Beschriftung führen kann.
Wichtiger als die Art der Beschriftungen ist der signifikante Leistungsunterschied bei den schwarzen Beschriftungen, die mit einem Pikosekundenlaser im Vergleich zu einem Nanosekundenlaser erzeugt werden. Erstens zeigen unsere Tests, dass die Beschriftungen bei wiederholtem Autoklavieren von Natur aus korrosionsbeständig (rostfrei) sind und zu diesem Zweck nicht repassiviert werden müssen. Und zweitens führen weder Passivierung noch Autoklavieren zu einem nennenswerten Verblassen dieser Beschriftungen. Dies verlängert die Lebensdauer wiederverwendbarer Geräte und senkt die Betriebskosten. Außerdem vereinfacht es die Herstellung von Medizinprodukten und senkt deren Gesamtkosten, da es keine Einschränkungen hinsichtlich der Reihenfolge der Beschriftungs- und Passivierungsprozesse gibt. Unterm Strich sind diese Pikosekunden-Laserbeschriftungen dauerhafter und weniger restriktiv in der Anwendung als Nanosekunden-Laserbeschriftungen.

Abbildung 3: Der PowerLine Rapid NX ist ein Pikosekunden-Laserbeschrifter der nächsten Generation, der sich ideal für die Beschriftung von Geräten aus Edelstahl eignet.
Fortschritte bei den Lasern
In der Vergangenheit wurden Pikosekunden-Beschriftungen in anderen Anwendungen oft als „hochwertige“ Beschriftungen bezeichnet, weil die Kosten und die Komplexität der verfügbaren Pikosekundenlaser und -werkzeuge bedeuteten, dass nur hochwertige Produkte ihren Einsatz rechtfertigen konnten. Dies hat sich geändert, da die Laserhersteller auf das wachsende Interesse an der Pikosekunden-Laserbeschriftung mit der Entwicklung einer neuen Produktgeneration reagiert haben, bei der fortschrittliche Materialien und Methoden zu einem niedrigeren Preis als früher eingesetzt werden. Der Rapid NX ist ein herausragendes Beispiel für diesen Wandel – siehe Abbildung 3. Dieser Laser hat geringere Investitionskosten, verwendet hochzuverlässige Komponenten (z. B. die hochmodernen Pumpdioden von Coherent mit langer Lebensdauer) und eine modulare Konstruktion, die einen einfachen Vor-Ort-Service ermöglicht, um die Betriebskosten weiter zu senken. Die Beschriftungskosten werden bei Pikosekundenlasern auch durch die Prozessgeschwindigkeit begünstigt; jeder Puls bewirkt eine Materialumwandlung und trägt damit direkt zum Beschriftungskontrast bei. Bei Nanosekunden-Lasern muss die thermische Wirkung über mehrere Pulse aufgebaut werden.
Darüber hinaus ist der Rapid NX der weltweit erste industrielle Pikosekundenlaser, der von Grund auf unter Verwendung bewährter HALT/HASS-Design-, Entwicklungs- und Qualitätskontrollverfahren entwickelt wurde. HALT steht für Highly Accelerated Life Testing und wird in vielen Branchen eingesetzt, um inhärente Schwachstellen in der Konstruktion eines Produkts zu erkennen und zu beseitigen. HASS steht für Highly Accelerated Stress Screening und dient dazu, Produkte vor dem Versand umfassend zu testen und Schwachstellen bei der Montage, der Verarbeitung usw. zu finden. HALT/HASS geht weit über die typischen „Shake-and-Bake“-Tests hinaus, und Coherent ist stolz darauf, der erste Laserhersteller zu sein, der in spezielle HALT/HASS-Testgeräte vor Ort investiert.

Abbildung 4: Die ExactMark 230 USP ist ein vollständig integriertes System für das Laser Black Marking einschließlich automatischer Teilehandhabung.
Gebrauchsfertige optimierte Lösungen
Ein weiterer Trend bei der Laserbeschriftung und vielen anderen Anwendungen besteht darin, dass die Kunden zunehmend ein höheres Maß an Integration fordern. Heutzutage ist es üblich, dass Hersteller nicht nur einen Laser, sondern ein Sub-System für die Laserbeschriftung spezifizieren, das den Laser, die Strahlführungsoptik, die Abtastoptik und einen Systemcomputer umfasst. Angesichts der zunehmenden Nachfrage nach der Beschriftung von konturierten Oberflächen umfasst dieses System außerdem häufig Optiken, Autofokussensoren und Software, um diese Anforderungen zu erfüllen. Alternativ dazu sehen wir, dass immer mehr Hersteller ein komplettes Beschriftungssystem kaufen, das Teilehandhabungs- und Positionierungsgeräte für eine vollständige Prozessautomatisierung umfasst. Und schließlich gibt es eine kleine, aber schnell wachsende Nachfrage nach einer Arbeitsstation zusammen mit dem Prozess-„Rezept“, um ein bestimmtes Ergebnis zu erzielen, wobei der Kunde die Ergebnisse mit einem vorher festgelegten Durchsatz vorgibt und kauft.
Coherent ist unübertroffen im Anbieten von hervorragenden Produkten auf all diesen verschiedenen Integrationsebenen. Die neue ExactMark 230 USP zum Beispiel kombiniert die branchenführende ExactSeries-Plattform, die sich bereits in vielen verschiedenen Anwendungen bewährt hat, mit einem hochmodernen Coherent PowerLine Rapid NX Sub-System mit Pikosekundenlaser.
Zusammenfassung
Zusammenfassend lässt sich sagen, dass die Beschriftung von medizinischen Teilen aus Edelstahl eine der anspruchsvollsten Beschriftungsanwendungen ist, da sie strenge Anforderungen an die exakte Beschaffenheit der Beschriftung und die Vermeidung einer Veränderung der Materialeigenschaften (z. B. Korrosionsbeständigkeit) vereint. Pikosekundenlaser, die sich bereits in einer Vielzahl anderer anspruchsvoller Beschriftungsanwendungen bewährt haben, scheinen die beste Lösung für die medizinische Beschriftung zu sein, und kontinuierliche Verbesserungen ihrer Zuverlässigkeit, Leistung und Benutzerfreundlichkeit versprechen, sie auch wirtschaftlich attraktiver zu machen