白皮书
激光聚合物焊接: 为成功而设计
相比其他连接方法,激光聚合物焊接具有若干优点,但正确实施该方法需要了解该技术,而且,在产品开发周期的早期与在行的设备供应商进行相关讨论通常会带来获益。
与其他材料相比,聚合物具有若干不可多得的特性和优势。 这些包括高强度重量比、机械柔韧性、耐腐蚀性、生物相容性、电和热绝缘能力,甚至在某些情况下还具有光学透明性。 在制造方面,聚合物零件通常可以使用各种成型技术来生产。 这些方法使得生产能力高而单位成本低。
所有这些都让聚合物在包装、汽车制造、微电子学和医疗器械等不同领域得到更多利用。 其中许多应用情形的共同要求是在产品组装过程中连接两个或多个聚合物零件。 对于涉及复杂产品的应用,例如医疗植入物和电子传感器,这种连接在实现时必须具有高机械精度、最少的颗粒碎片产生量和出色的粘合强度。
对于大批量生产,这通常是通过某种形式的焊接来完成,而不是简单的粘合。 这是因为焊接作业通常比粘合剂粘合速度更快、准确度更高,并且连接更牢固、更可靠。
“聚合物零件的使用越来越普遍,特别是用于高精度产品,这促使制造商寻找能够提高焊接质量、提高产量和降低成本的连接技术。”
目前在使用的聚合物焊接方法有许多。 这些方法通常涉及通过加热、摩擦或振动,甚至通过使用化学溶剂,选择性地熔化材料。 上述每种技术都有其优势和用途。
激光聚合物焊接在要求最苛刻的应用中越来越受欢迎,因为它提供了不可多得的优势组合。 这些特性和功能包括:
| 精确 | 激光能量的高度局部应用不会让或很少会让零件把变形,能实现严格的尺寸公差,还可用于复杂形状的零件 |
| 可重复性 | 激光工艺本质上高度一致,可以通过工艺监控设备进行严密调控 |
| 焊接质量 | 焊缝窄且美观(无飞边),很少需要进行后处理 |
| 焊接强度 | 激光焊接可提供没有间隙的牢固焊接,还能够实现气密密封 |
| 低污染 | 激光焊接不使用焊料,几乎不产生碎屑 |
| 速度 | 该工艺速度快、性能好,适合自动化 |
激光聚合物焊接基础知识
激光聚合物焊接利用激光作为热源来熔化材料。 根据所要连接的材料、具体的应用要求以及成本或速度等各种生产考虑因素,这可以采用多种不同的方式来实现。
其中一种最有效且最常用的技术被称为“穿透式激光焊接” (TTLW)。 这种方法包括将一个由透明塑料制成的部件连接到另一个不透明的部件。 在这种情况下,“透明”和“不透明”具体指的是零件是否吸收或传输所用激光的波长,而不是视觉上的透明或不透明。
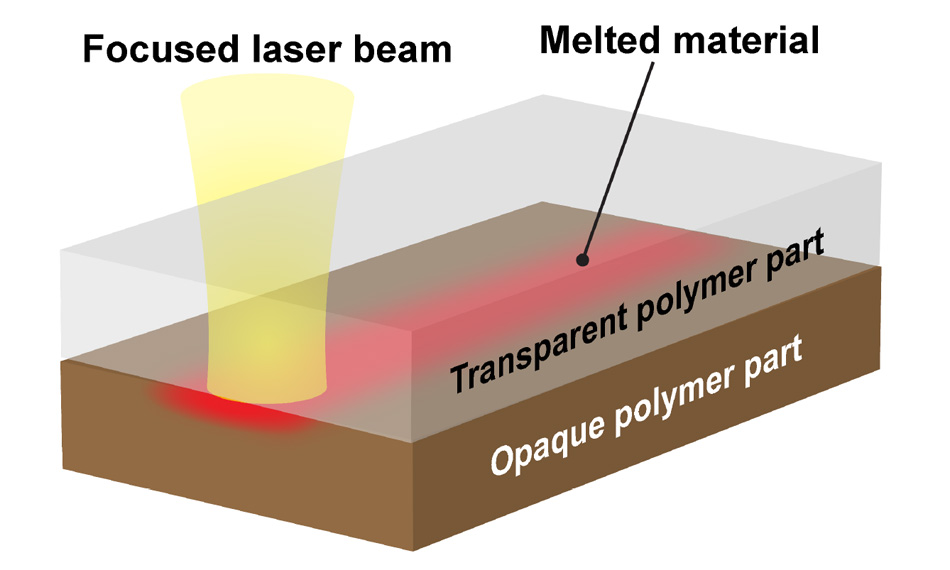
图 1: 在 TTLW 中,激光束穿过透明的塑料部件并被其下方的不透明部件吸收。 这会加热底部部件并将其熔化,将两个部件焊接在一起。
根据部件尺寸和形状、所需的产生速度、预期的焊接质量和特性以及其他因素,可以采用多种不同的方式进行 TTLW。 这些方法中最有用和最通用的一种被称为“准同步焊接”。
在准同步焊接中,两个部件要么夹在一起,要么直接接触,保持透明部件在上面。 激光穿过透明部件向下聚焦到不透明部件。 不透明聚合物吸收了激光,加热并熔化。 其热量也熔化了一些透明部件。
激光束快速扫描,以描绘出所需焊缝图案的轨迹。 通常,它会在图案上扫描多次,并具有同时熔化整个焊接路径的效果(因此得名)。 当整个焊接路径熔化后,激光被关闭,熔化的材料迅速重新凝固以形成焊接接头。
准同步 TTLW 是一种快速、通用的方法,可提供出色的粘合性和较高产出量。 它尤其适用于完全位于单个平面(平面)内或高度变化较小的焊缝。
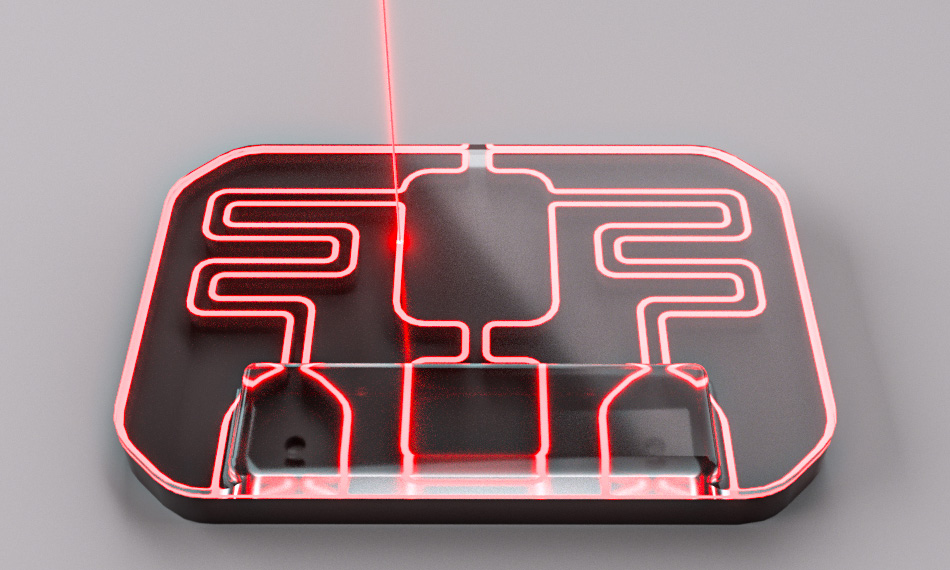
图 2: 在准同步焊接中,激光束在整个焊接路径上快速扫描,以便一次就将其全部熔化。
塌筋法
准同步 TTLW 经常使用的一种特殊部件配置被称为“塌筋”方法。 在这种方法中,底部部件有一个薄的突出筋,与顶部部件相应的凹槽相配合。 但是,凹槽比筋要宽一些
在焊接过程中,底部筋被激光部分地熔化,而夹具主动将两个部件压在一起。 部分底部筋被熔化,这种材料然后流动,填充顶部和底部部件之间的一些间隙。 然后这会重新凝固以形成焊接接头。

图 3:准同步 TTLW 中“塌筋”方法的主要步骤示意图。
TTLW 的这一具体实施例特别有用,因为即使部件不是完全平整的或公差不严,它也能提供良好的焊接接头。 此外,“塌陷高度”,即在焊接过程中顶部向下移动的量,可以被监测和用于闭环过程控制。 这能够让大批量生产的结果高度一致,即使部件与部件之间在尺寸或材料吸收激光能方面存在不同变化。 它甚至可以补偿激光输出功率或聚焦激光光斑特性的变化。
成功的步骤
当然,将 TTLW 聚合物焊接投入生产有许多微妙之处和考虑因素。 那么,实现该技术的最佳方式是什么? 在开始生产之前,甚至在产品设计周期过程中,实际上需要考虑三个关键事项。
首先是材料的选择。 必须有一定的温度范围,这种方法才能起作用;在该温度范围内,两种聚合物(透明和不透明)都保持熔融(但不分解)。 这种重叠量越大,工艺窗口就越宽。 而且,更宽的工艺窗口能让生产更容易、更稳健。 该图表总结了哪些常见聚合物组合与激光焊接兼容。
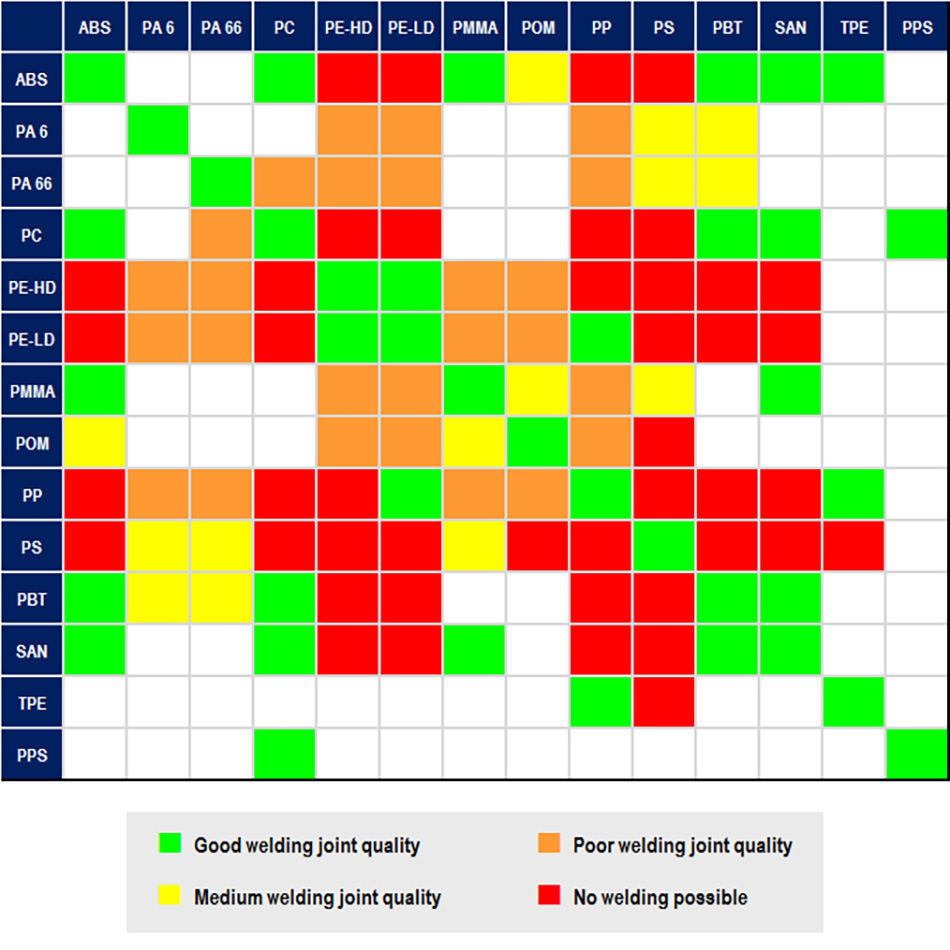
图 4:与 TTLW 相容的材料组合。
“Coherent 高意生产的激光聚合物焊接系统很容易就能整合到生产环境中。”
接下来要考虑的是“可制造性设计”问题。 例如,实施塌筋法要求零件设计在适当的位置要有足够的空间,以便在焊接过程能让夹具接合,同时还允许激光束无阻碍地进入整个焊接路径。
还必须选择筋和凹槽的尺寸和形状,以便为焊接过程提供足够的材料并容纳产生的熔体飞边。 另外,还必须对部件进行设计,以便有足够的塌陷高度。 对于高精度应用,零件设计时还可能必须考虑定位销等对齐特性。 目标是实现牢固的焊接和良好的焊缝外观,同时消除修剪或去除飞边的后处理需求。
最后,还有围绕工艺开发的所有问题。 也就是说,首先要为聚合物材料选择合适的激光源,确定优异的激光作业参数,并确定必须监测或控制哪些工艺变量才能实现所需的产出。 在零件处理、聚合物焊接系统与其他生产设备的机械和软件接口方面,当然还有拥有成本方面,也可能存在各种实际问题。
解决所有这些问题的最简单方法是与能够提供应用程序开发帮助的供应商合作。 具体来说,这意味着要找到能够运行测试以确定什么样的系统配置会产生出色的效果并且甚至可以帮助确定生产过程的优异激光参数的供应商。 Coherent 高意实验室提供的正是这种服务,Coherent 高意还生产易于集成到生产环境中的激光塑料焊接系统。
总结
最后,激光焊接可实现聚合物零件的精密连接,是一种具有成本效益的方法,适合各种大批量生产。 它可以帮助实现聚合物降低成本、减轻重量的承诺,并在各种产品中提供先进的功能。 除非组织已经具备聚合物焊接方面的专业知识,否则从一开始就与在行的设备供应商合作可帮助其有效地实施。