阅读“激光器在显示屏制造中的应用”系列博客中的其他博客 |
|||
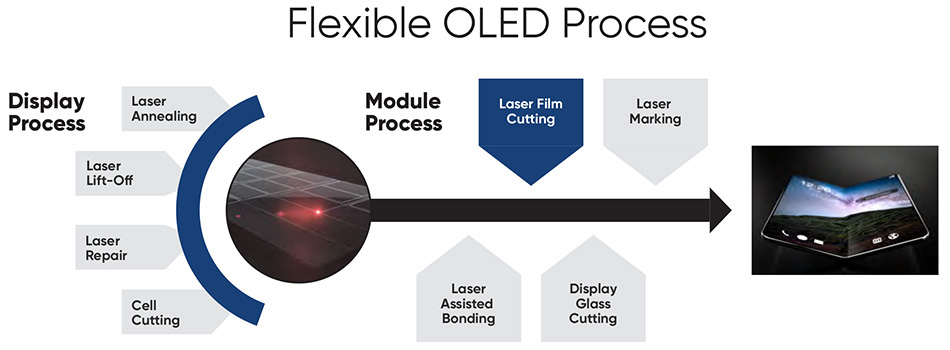
准分子激光退火 |
激光剥离技术 |
MicroLED 制造 |
|
玻璃盖板和镜片切割 |
显示屏单元和偏光片切割 |
||
切割并非易事
在组装手机或平板电脑之前,必须从单元中切割出各个独立的显示屏。 此外,许多设计需要在显示屏的某些位置打孔。 这通常是为了露出镜头或其他传感器。 并且,有时还需要仅在特定区域有选择性地去除一些显示屏层。 这是为了容纳位于显示屏下方但不需要通孔的指纹传感器。
这些工艺称为形状和孔切割。 它们要求极高,主要是由于以下几个原因。 首先,这些工艺是在近成品显示屏上进行的,几乎所有成本都已经包含在其中了。 您肯定不想在这个阶段让零件报废!
其次,它们需要以高机械精度来完成。 也就是说,具有非常严格的公差和可重复性要求。 这对于避免在组装过程中出现问题很有必要。 目前,大多数手机的显示屏几乎覆盖了设备的整个正面,周围是一个非常窄的边框。 如果显示屏切大了,就不能正好嵌入边框。 如果切小了,边缘就会出现间隙。 此外,所有孔都需要与它们后面的东西(例如镜头)正确对齐。
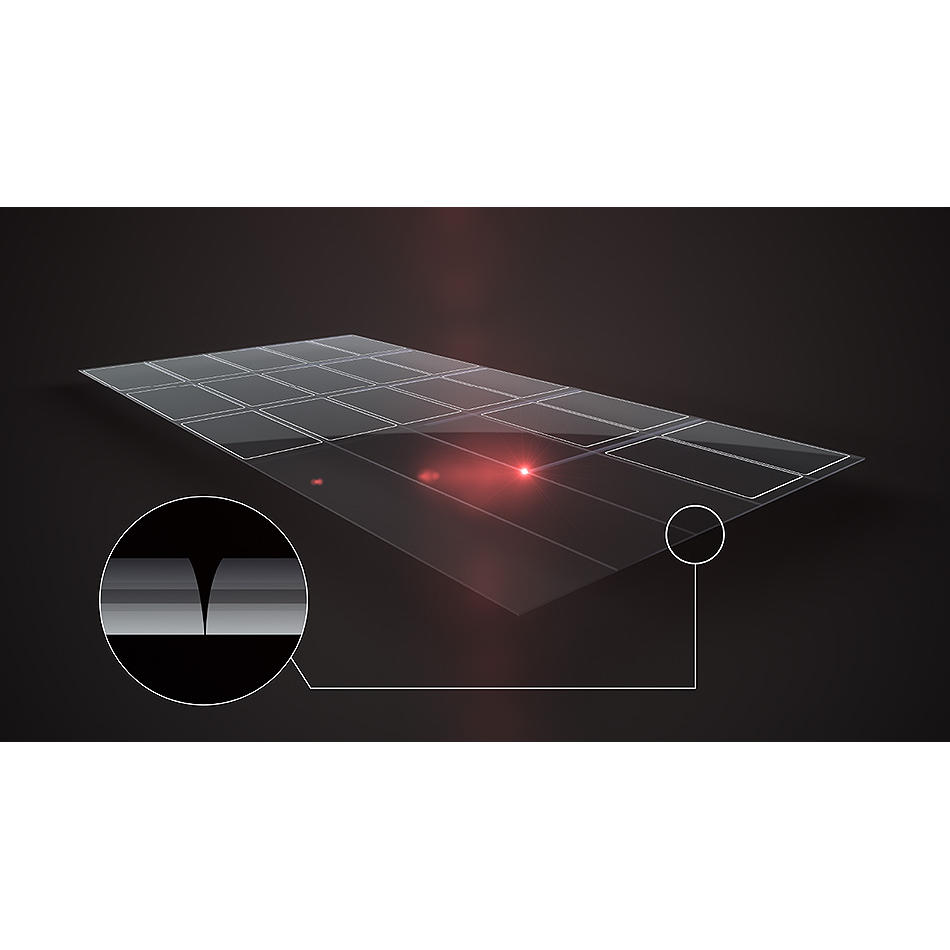
这些切割工艺另一个真正的关键之处在于它们产生的“热影响区” (HAZ)。 HAZ 是靠近边缘的区域,在切割过程中产生的热量可能会影响到显示屏电路,或产生气泡、裂纹或其他缺陷。 这些可能是用户肉眼就可以看到的显示屏不良区域。 或者,对于可折叠手机来说,它们可能最终会导致形成裂纹或使裂纹不断扩大。
对典型手机进行形状切割时,允许的最大 HAZ 可能是 100 µm。 对于可折叠显示屏,则可能是 50 µm。 对于孔切割,允许的最大 HAZ 常常会低于 20 µm。
当然,我们是否忘了提到,形状切割的过程必须快速,需要尽量在几秒钟内完成? 这是因为切割必须与其他生产步骤保持同步,并满足移动设备制造商面临的严苛产量需求。
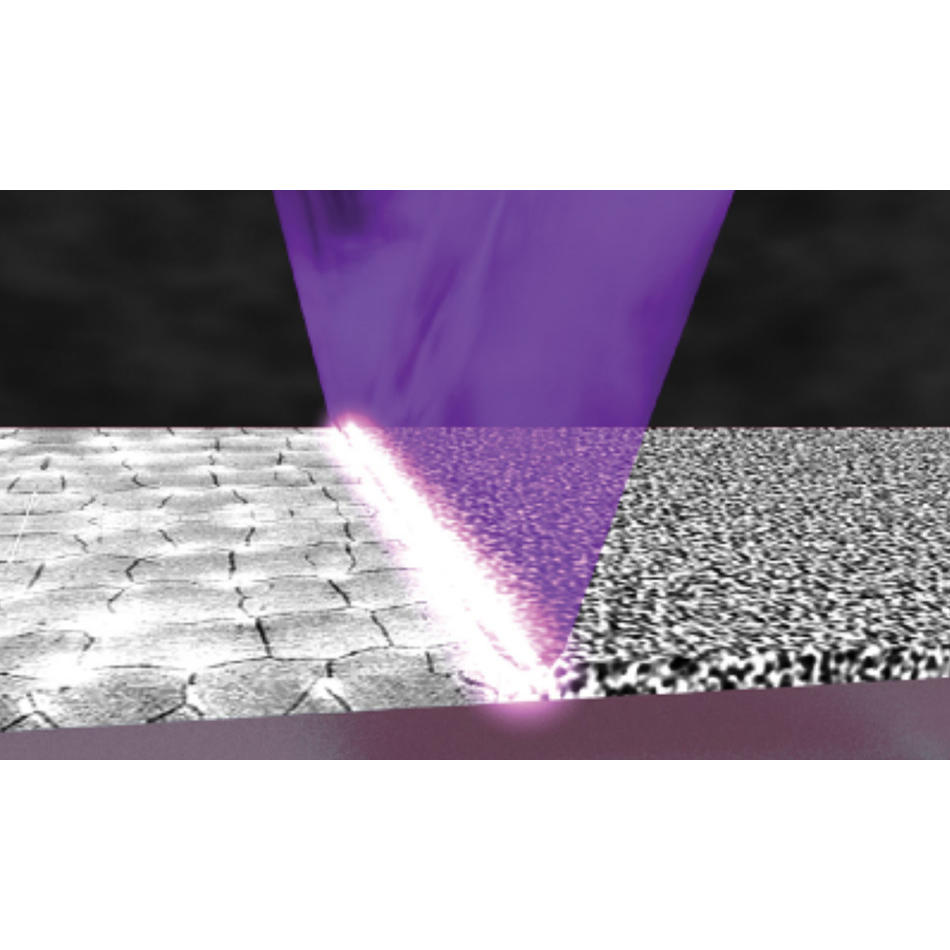
超短脉冲激光器是 FlexOLED 形状切割的理想之选
对于显示屏切割,只有一种激光器可以满足每项要求。 这就是超短脉冲 (USP) 激光器,它以高重复频率运行,并输出紫外光。 让我们来了解一下为什么它的每个特性都如此重要。
之所以要用 USP 激光器,是因为它们产生的 HAZ 比任何其他类型的激光器都要小,至少可以在几秒钟内切割厚度为 0.5 mm 的显示屏。 一般来说,HAZ 会随着脉冲变短而变小。 因此,飞秒 USP 激光器的 HAZ 可以达到 10 µm 以下,而皮秒 USP 激光器通常可以达到 30 µm 以下。
但也不是那么绝对。 实际的 HAZ 差异并不总是像理论所表明的那样明显。 速度、成本和其他实际考虑因素都会影响到哪款激光器“更适合”某个特定的应用。
因此,皮秒和飞秒激光器目前都在生产中用于形状和孔切割。 不同的手机制造商往往有自己“更喜欢”的技术。 这通常取决于 HAZ 要求,以及他们使用特定类型激光器的经验和舒适度。
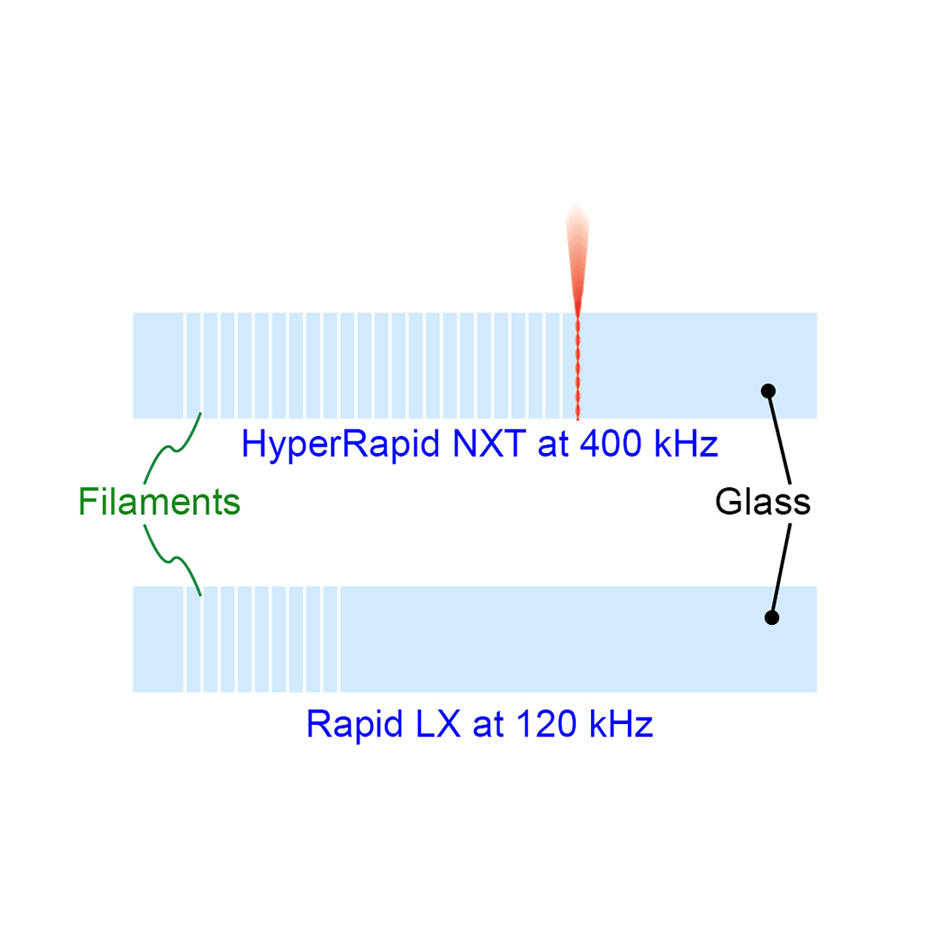
形状和孔切割都需要使用扫描仪进行。 并且激光器必须沿着同一路径切割多次才能完全切下显示屏。 这使得重复频率变得非常重要, 它可直接转化为切割速度。如果两台激光器具有相同的脉冲能量,则以较高重复频率运行的激光器具有更快的切割速度。
最后,由于以下几个原因,紫外光输出也是这种激光器的优势所在。 首先,由于显示屏是由异质材料层叠而成的,相较于对更长波长激光的吸收,这些材料在吸收紫外光方面会更均匀。 这就意味着,无论每一层是由什么组成的,都会得到一致的切割。
与更长波长的激光相比,紫外光还可以聚焦到更小的光斑尺寸(由于衍射)。 这增加了焦点光斑的能量密度,意味着每次脉冲可以去除更多材料。 这加快了切割速度。 此外,紫外光允许光学器件以更大的焦深工作。 这使得切割工艺更能容忍零件高度或厚度的微小变化。
相干公司为 FlexOLED 形状和孔切割提供两种技术,有助于制造商选择适合自身生产的选项。 了解关于我们的 Monaco 飞秒激光器和 HyperRapid NXT 皮秒激光器的更多信息。
Ultrashort pulse lasers get FlexOLEDs in shape
There’s only one kind of laser that can cut the mustard – or, more accurately, the display – and meet every single one of these requirements. It’s an ultrashort pulse (USP) laser that operates at high repetition rates, and outputs in the ultraviolet. Let’s unpack why each of those characteristics are so essential.
USP lasers are needed because they deliver a way smaller HAZ than any other laser type – at least the ones that can cut through a display as thick as 0.5 mm in a few seconds. In general, the HAZ gets smaller as the pulses get shorter. So, a femtosecond USP laser can deliver an HAZ of under 10 µm, while a picosecond USP laser can usually get to under 30 µm.
But it’s not quite as clear-cut as that. The actual HAZ differences aren’t always as pronounced as the theory might indicate. And there are differences in speed, cost, and other practical considerations that can affect which laser will be “best” for a specific application.
As a result, both picosecond and femtosecond lasers are currently used for production shape and hole cutting. Different phone manufacturers tend to have a “favorite” technology. This is based on HAZ requirements, plus their experience and comfort level with a particular type of laser.
Shape and hole cutting are both performed using a scanner. And the laser must trace out the same path numerous times to cut completely through the display. This makes repetition rate important. It translates directly into cutting speed; if two lasers have the same pulse energy, the one operating at a higher repetition will cut faster.
Finally, UV output is beneficial for a few reasons. First, it’s more equally absorbed than longer wavelengths by all the various materials in the heterogenous stack that makes a display. This means each layer is cut consistently, regardless of its composition.
UV light can also be focused to smaller spot sizes than longer wavelengths (due to diffraction). This increases the energy density of the focused spot, which means that each pulse removes more material. This speeds up cutting. Also, UV light allows the optics to work with a larger depth-of-focus. This makes the cutting process more tolerant of slight variations in part height or thickness.
Coherent supplies both technologies for FlexOLED shape and hole cutting, so we can help manufacturers choose the right option for their production without any bias. Learn more about our Monaco femtosecond and HyperRapid NXT picosecond lasers.
相关资源


By providing your information and clicking ‘Subscribe’, you opt-in to receiving periodic email marketing communications from Coherent Corp. and understand that your personal data will be processed in accordance with our Privacy Policy and that our Terms apply. You may opt-out of marketing emails sent by us at any time by clicking the unsubscribe link in any marketing email you receive.
